
立式辊磨安装工艺.pdf

17****27

1/9

2/9

3/9
4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

立式辊磨安装工艺.pdf
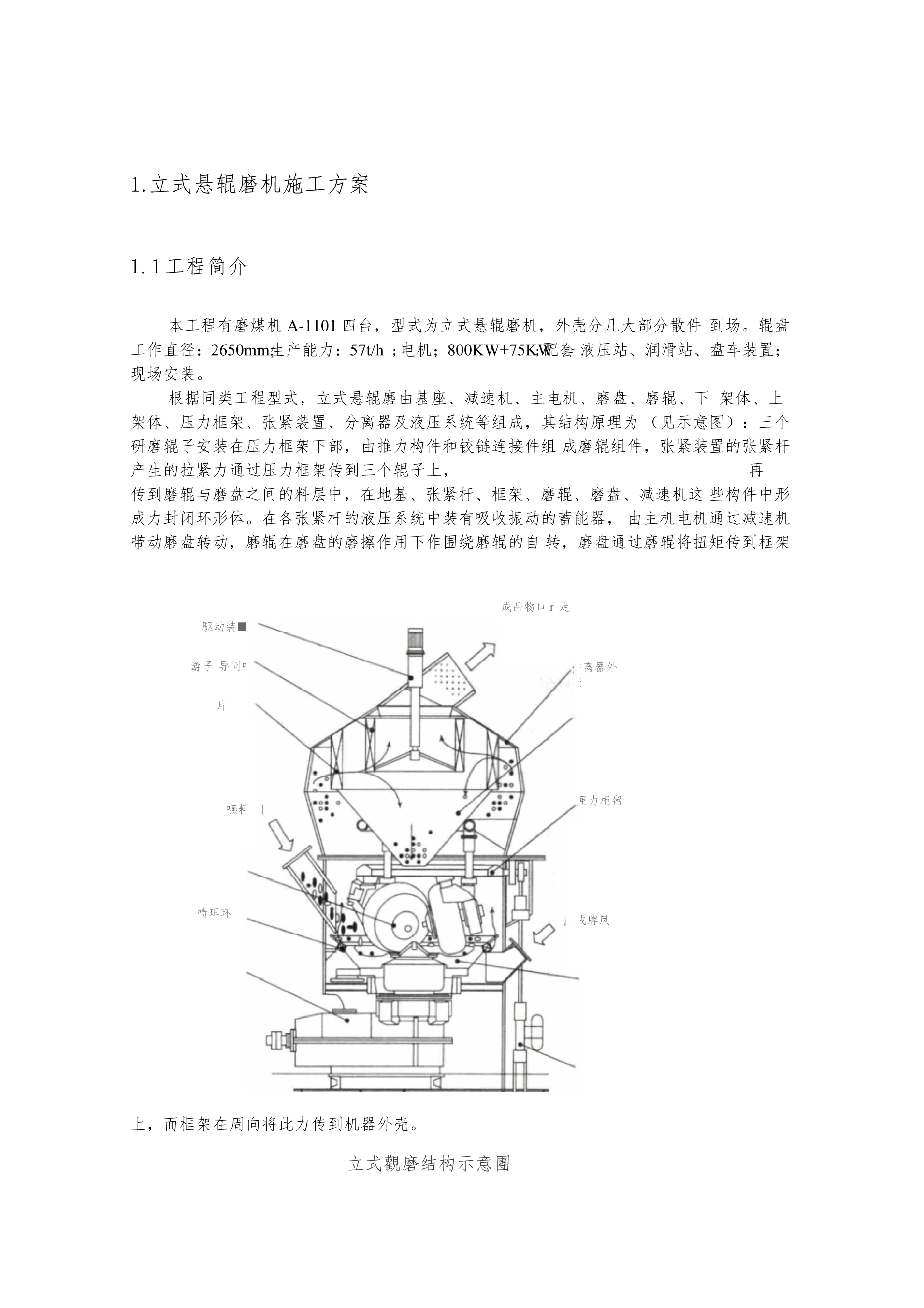
1.立式悬辊磨机施工方案1.1工程简介本工程有磨煤机A-1101四台,型式为立式悬辊磨机,外壳分几大部分散件到场。辊盘工作直径:2650mm;生产能力:57t/h;电机;800KW+75KW;配套液压站、润滑站、盘车装置;现场安装。根据同类工程型式,立式悬辊磨由基座、减速机、主电机、磨盘、磨辊、下架体、上架体、压力框架、张紧装置、分离器及液压系统等组成,其结构原理为(见示意图):三个研磨辊子安装在压力框架下部,由推力构件和铰链连接件组成磨辊组件,张紧装置的张紧杆产生的拉紧力通过压力框架传到三个辊子上,再传

立式辊磨机磨辊安装工艺及过程质量控制.docx
立式辊磨机磨辊安装工艺及过程质量控制立式辊磨机是非常重要的磨削设备,广泛应用于矿山、冶金、水泥、建材等工业领域。磨辊是立式辊磨机中最主要的部件之一,磨辊的安装质量直接关系到立式辊磨机的正常运行和磨削效果。本文将介绍立式辊磨机磨辊的安装工艺及过程质量控制方案,以期为相关工作者提供参考。一、立式辊磨机磨辊的安装工艺1.前期准备在磨辊安装前,需要对工作场地进行清洁,确保周围环境整洁干净。同时要检查磨辊的相关零件、设备、工具是否齐全,并进行清洗、校验等工作。此外,还需要现场测量和备份磨辊、磨辊底座与基础的相关数据
立式辊磨机.pdf
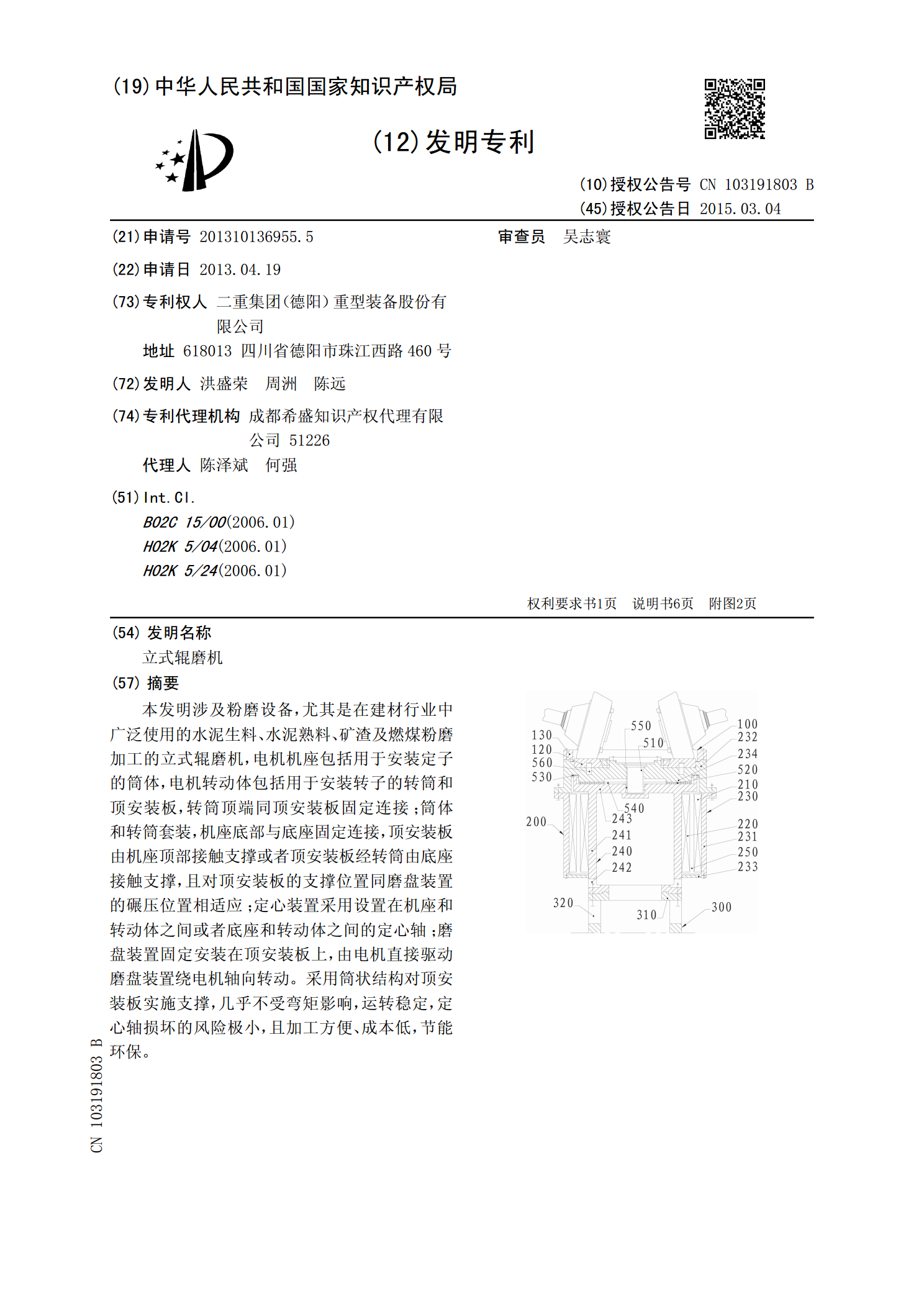
本发明涉及粉磨设备,尤其是在建材行业中广泛使用的水泥生料、水泥熟料、矿渣及燃煤粉磨加工的立式辊磨机,电机机座包括用于安装定子的筒体,电机转动体包括用于安装转子的转筒和顶安装板,转筒顶端同顶安装板固定连接;筒体和转筒套装,机座底部与底座固定连接,顶安装板由机座顶部接触支撑或者顶安装板经转筒由底座接触支撑,且对顶安装板的支撑位置同磨盘装置的碾压位置相适应;定心装置采用设置在机座和转动体之间或者底座和转动体之间的定心轴;磨盘装置固定安装在顶安装板上,由电机直接驱动磨盘装置绕电机轴向转动。采用筒状结构对顶安装板实
立式辊磨机.pdf
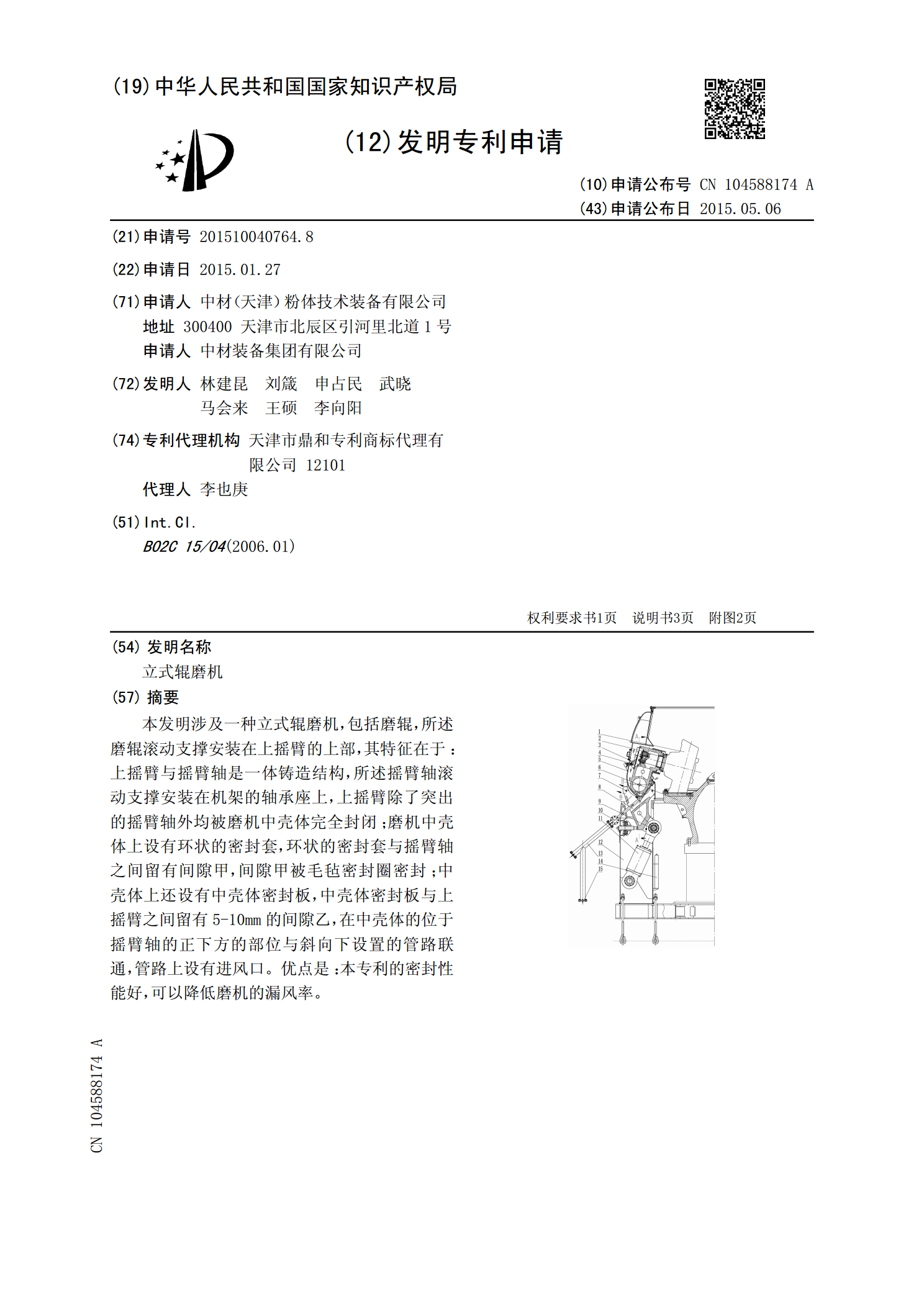
本发明涉及一种立式辊磨机,包括磨辊,所述磨辊滚动支撑安装在上摇臂的上部,其特征在于:上摇臂与摇臂轴是一体铸造结构,所述摇臂轴滚动支撑安装在机架的轴承座上,上摇臂除了突出的摇臂轴外均被磨机中壳体完全封闭;磨机中壳体上设有环状的密封套,环状的密封套与摇臂轴之间留有间隙甲,间隙甲被毛毡密封圈密封;中壳体上还设有中壳体密封板,中壳体密封板与上摇臂之间留有5-10mm的间隙乙,在中壳体的位于摇臂轴的正下方的部位与斜向下设置的管路联通,管路上设有进风口。优点是:本专利的密封性能好,可以降低磨机的漏风率。

立式辊磨机用于碳酸锰矿磨粉的工艺设计.docx
立式辊磨机用于碳酸锰矿磨粉的工艺设计立式辊磨机用于碳酸锰矿磨粉的工艺设计概述碳酸锰矿是一种常见的矿物,广泛应用于制备特种钢铁、干电池、染料、化肥等工业领域。然而,碳酸锰矿的硬度较大,磨粉难度加大,需要使用高效的磨粉设备。本文将探讨立式辊磨机在碳酸锰矿磨粉中的应用。立式辊磨机是一种高效的粉磨设备,主要由主机、低速旋转的输送机构、分离器、热风炉、除尘器等部件组成。立式辊磨机具有工艺流程简单、自动化程度高、占地面积小等优点,因此在金属矿山、化工工业、水泥、耐火材料等领域得到广泛应用。矿石预处理碳酸锰矿经过矿山开