
典型液压系统分析.ppt

kp****93


1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

典型液压系统分析.ppt
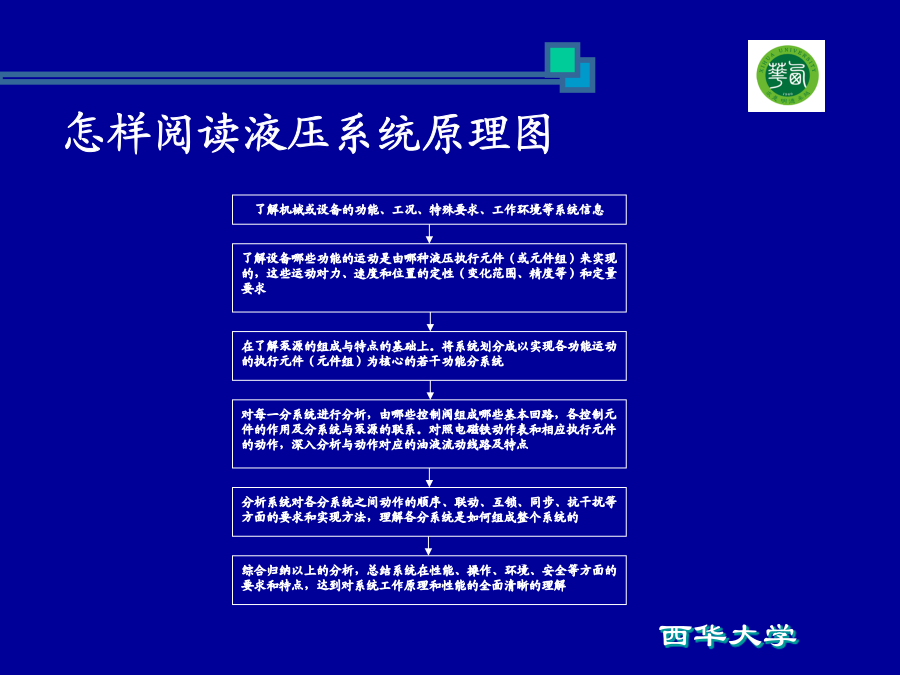
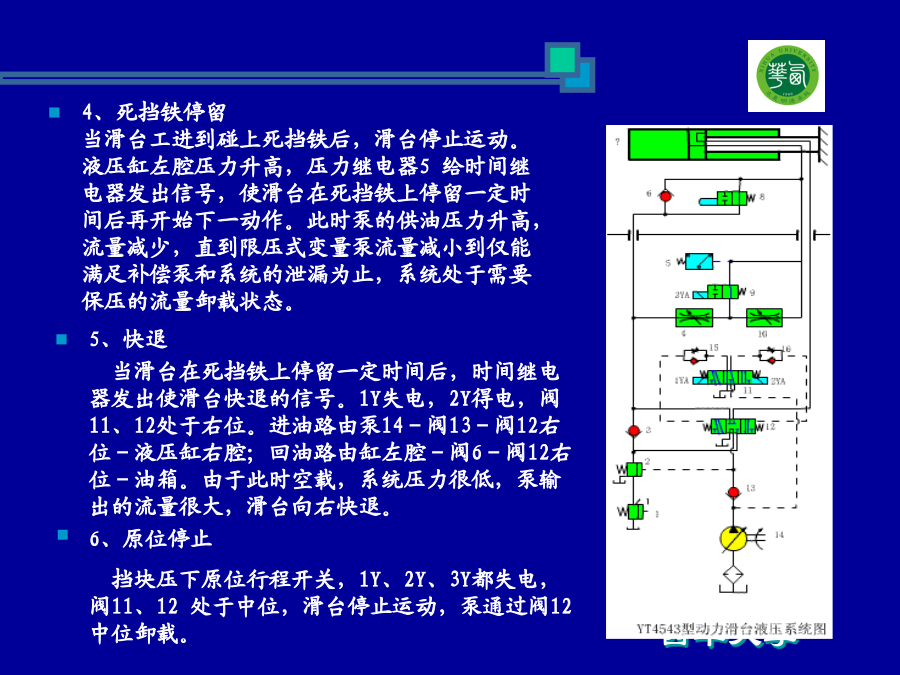
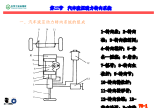
液压与气压传动第七章典型液压系统怎样阅读液压系统原理图第一节组合机床动力滑台液压系统组合机床动力滑台液压系统工作原理2、一工进滑台上的行程挡块压下行程阀8,使原来通过阀8进入液压缸左腔的油路切断。此时电磁阀9处于常位,调速阀4接入系统,系统压力升高。压力升高一方面使液控顺序阀2打开,另一方面使限压式变量泵的流量减小,直到与经过调速阀4的流量相匹配。此时缸的速度由调速阀4的开口决定。液压缸右腔油液通过阀12后经液控顺序阀2和背压阀1回油箱,单向阀3有效地隔开了工进的高压腔与回油的低压腔。电磁铁动作顺序表组合

液压与气动技术典型液压与气动系统分析.pptx
会计学7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析

典型液压与气动系统分析.ppt
第7章典型液压与气动系统分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7.1液压系统应用与分析7

典型汽车液压系统分析分析.ppt
70-170-270-370-470-570-670-770-870-970-1070-1170-1270-1370-1470-1570-1670-1770-1870-1970-2070-2170-2270-2370-2470-2570-2670-2770-2870-2970-3070-3170-3270-33车用空调器自动控制系统一、概述1、组成:2、功能:3、工作原理二、主要组成部件空调器外部大气温度传感器使用实例(2)、车室内温度传感器(3)蒸发器传感器(4)车用空调器日照传感器使用实例(二)、控制
典型汽车液压系统分析分析.ppt
70-170-270-370-470-570-670-770-870-970-1070-1170-1270-1370-1470-1570-1670-1770-1870-1970-2070-2170-2270-2370-2470-2570-2670-2770-2870-2970-3070-3170-3270-33