
非铠装大截面单芯电缆的质量控制.doc

kp****93


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

非铠装大截面单芯电缆的质量控制.doc
非铠装大截面单芯电缆的过程质量控制主题词:非铠装单芯电缆大截面质量缺陷原因分析控制措施摘要:本文主要针对大截面单芯电缆(300mm2及以上铜芯电缆)在挤制生产过程中诸如发生护套起皱、通洞、破口、护套自然充气松套及盘具刮伤等不良质量缺陷的原因分析,同时在生产过程中针对上述问题制定了控制措施。1引言随着激烈的市场竞争与电线电缆行业的不断发展及用户对电缆产品质量的认知不断提高。用户对电缆产品的需求不仅仅只是单一的产品价格与成本高低,同时更为看重产品的内外质量。所需产品不仅其内在性能要符合相应的生产标准(GB、J
一种铠装单芯海底电缆.pdf
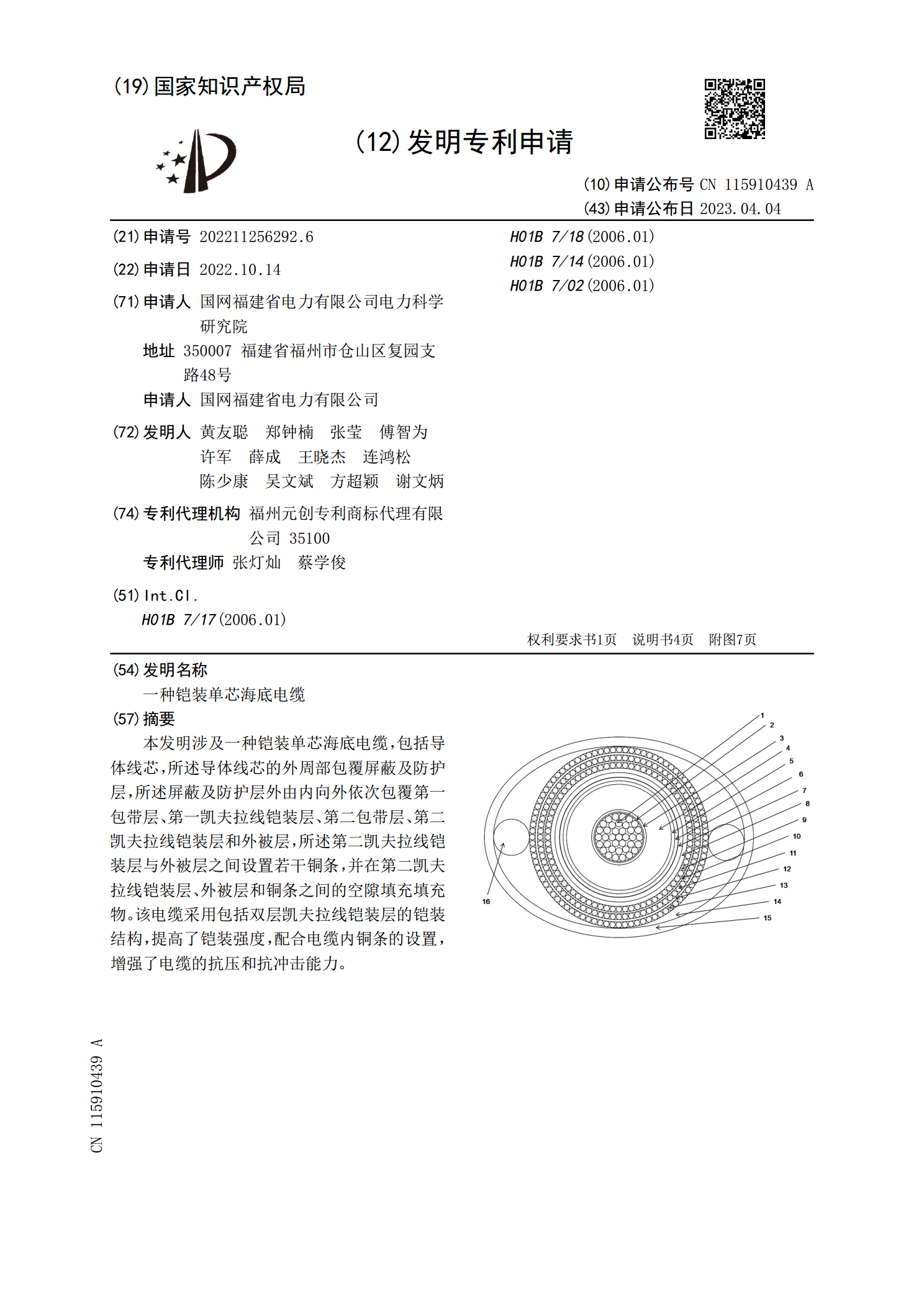
本发明涉及一种铠装单芯海底电缆,包括导体线芯,所述导体线芯的外周部包覆屏蔽及防护层,所述屏蔽及防护层外由内向外依次包覆第一包带层、第一凯夫拉线铠装层、第二包带层、第二凯夫拉线铠装层和外被层,所述第二凯夫拉线铠装层与外被层之间设置若干铜条,并在第二凯夫拉线铠装层、外被层和铜条之间的空隙填充填充物。该电缆采用包括双层凯夫拉线铠装层的铠装结构,提高了铠装强度,配合电缆内铜条的设置,增强了电缆的抗压和抗冲击能力。
一种单芯铠装电缆的回收装置.pdf
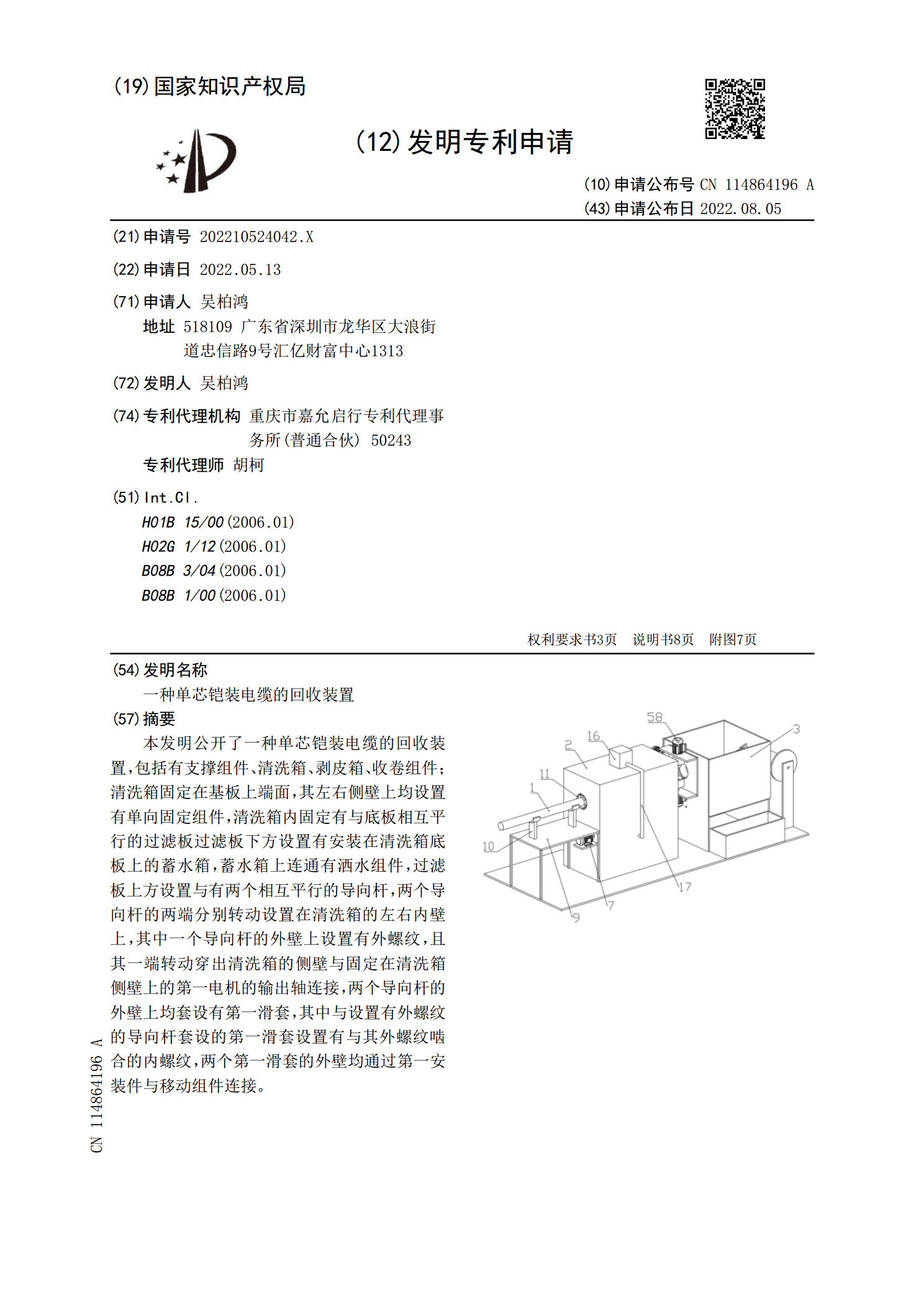
本发明公开了一种单芯铠装电缆的回收装置,包括有支撑组件、清洗箱、剥皮箱、收卷组件;清洗箱固定在基板上端面,其左右侧壁上均设置有单向固定组件,清洗箱内固定有与底板相互平行的过滤板过滤板下方设置有安装在清洗箱底板上的蓄水箱,蓄水箱上连通有洒水组件,过滤板上方设置与有两个相互平行的导向杆,两个导向杆的两端分别转动设置在清洗箱的左右内壁上,其中一个导向杆的外壁上设置有外螺纹,且其一端转动穿出清洗箱的侧壁与固定在清洗箱侧壁上的第一电机的输出轴连接,两个导向杆的外壁上均套设有第一滑套,其中与设置有外螺纹的导向杆套设的

一种单芯铠装电缆及电缆收线装置.pdf
本发明公开了一种单芯铠装电缆及电缆收线装置,属于电缆制造技术领域,包括铠装缆主体和用于铠装缆主体的电缆收线装置,上述电缆收线装置包括底板和设置在其上方的筒支撑组件,上述底板上方设有矩形阵列分布的四个支撑座,其中两个支撑座内部设有刚性轴,上述底板的端部设有板端片,上述板端片的上方设有电机座,另外两个支撑座内部设有缆整理组件,上述缆整理组件伸出底板的部分位于板端片上方的电机座内,上述缆整理组件和刚性轴上方设有从动端组件和主动端组件,上述从动端组件和主动端组件之间设有缆筒,上述筒支撑组件包括两条相互平行的滑轴,

单芯钢丝铠装电力电缆载流量试验研究模板.doc
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。单芯钢丝铠装电力电缆载流量试验研究何文钧张举位摘要:经过对铠装和非铠装、采用和不采用铜丝隔磁等结构的单芯电力电缆进行载流量试验,证明单芯铠装电力电缆的铠装层会产生大量的损耗,大大降低了电缆的载流量水平。采用一般的铜丝”隔磁”方式也不能有效降低铠装层损耗。关键词:单芯钢丝铠装电力电缆、载流量、试验问题的提出单芯钢丝铠装电力电缆是一种常规产品。电线电缆制造厂基本上是依据有关国家标准进行设计和生产。GB12706规定”单芯电缆铠装应采用非磁性材料或采