
射出成形作业认识.ppt

kp****93


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共51页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

射出成形作业认识.ppt
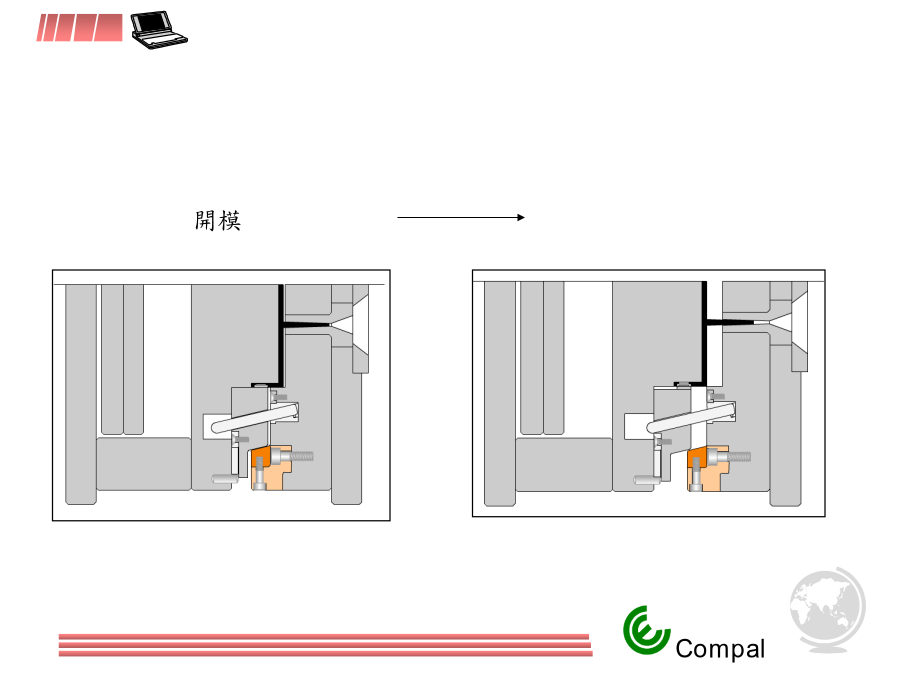
射出成型作業認識課程内容:射出成形概論射出成形作業說明:a.塑料:須以除濕乾燥機配合原料烘乾設備乾燥a.架模是否妥善------模具是否已對正b.模具回位及頂出機構是否順暢無異響c.冷系統卻是否已接妥並確認無洩漏d.料管內殘餘料是否已清除以免混料射出成形動作解析:1.閉模公母模閉合但尚未夾緊(此時低壓沒設定好易將模具夾傷)2.模具高壓關模夾緊:此階段為關模高壓作用,射出機曲軸伸直準備射膠,3.射膠(保壓)開模頂出1.射出前開模週邊設備簡介:射出成形機射出機構塑料未乾在外觀上之差異為何使用熱澆道優點缺點1.

射出成形方法及射出成形装置.pdf
本发明提供一种具有良好特性的树脂成形体的制造方法。从设置在机筒11上游的供给口13h供给树脂颗粒RP形成溶融树脂,之后从供给口15h供给填充剂F进行混练。然后,通过使螺杆S后退以使螺杆S的末端仅后退从第1位置至第2位置的第1距离来测量含有填充剂的溶融树脂,并且将树脂注入模具中。将螺杆的末端保持在第1位置的状态下使螺杆旋转,对含有填充剂的溶融树脂进行混练(定位置混练)。如此,可以通过在与吐出量对应的特定量的含有填充剂的溶融树脂积存在机筒的末端部之后仍将螺杆于最前进位置旋转,来改善填充剂F的分散性。
射出成形之概要.ppt
射出成形之概要模具製造&保特瓶PET成形機電腦CPU,內存條等之半導体封装機陶瓷&金属粉末&磁性成形機包装材用押出機&器皿類用押出機射出吹瓶専用成形機&模具製造注塑概要注塑概要注塑概要注塑概要注塑概要注塑概要注塑概要各樣成型加工方法各樣成型加工方法各樣成型加工方法各樣成型加工方法注塑概要各樣成型加工方法各樣成型加工方法各樣成型加工方法各樣成型加工方法新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一

射出成形模具与机构.doc
財團法人塑膠工業技術發展中心PlasticsIndustryDevelopmentCenter射出成形模具與機構財團法人塑膠工業技術發展中心PlasticsIndustryDevelopmentCenter2◎射出成型機構造◎射出成型作動情況一、射出成型機-----------------------------------------------------------------------------P.03◎標準模座的種類二、標準模座的介紹與選擇--------------------------

模具射出成形英语.doc
模具射出成形英语cell气孔coldslug半凝式射出colorant著色剂colormatching调色colormasterbatch色母料compound混合料copolymer共聚合体cull残料废品cure凝固化cryptometer不透明度仪daylight开隙drycycletime空料试车周期时间ductility延性elastomer弹性体extrudedbeadsealing压出粒涂层法feed供料filler充填剂filmblowing薄膜吹制法floatingplaten活动模板f