
硅片切割线痕的起因与降低方法.doc

kp****93


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

硅片切割线痕的起因与降低方法.doc
硅片切割线痕的起因与降低方法摘要线痕的存在会影响电池片的生产工艺。是太阳能硅片生产中比较重要的一个问题。本文分析了多晶太阳能级硅片产生线痕的原因.并针对各不同成因。对降低和避免硅片线痕的措施进行了探讨。关键词硅片线痕起因降低方法前言硅棒的切割不管是在半导体行业还是太阳能光伏行业都是必不可少的一道工序,硅片质量的好坏直接关系到后续工序的制造和加工。线痕是影响硅片表面质量的一个比较重要因索。半导体行业对硅片表面质量要求较高,但其线痕并不是一个大问题,因为相对而言其硅片较厚,切割过后有一抛光研磨过程可以去除线痕

单多晶太阳能硅片线痕的起因和降低方法.pdf
单多晶太阳能硅片线痕的起因和降低方法三:::::::竺奎:::!兰::兰::圭传真:0519·85486560电子信箱:删蛐n&碰毡血∞吐m蛆)陈雪汪钉崇前言摘錾硅棒的切割不管是在半导体行业还是太阳能光优行业都是必不可少的一道工序,硅片质量的好坏直接关系到后续工序的制造和加工。线痕是影响硅片表面质量的一个比较重要园索。半导体行业对硅片表面质量要求较高,但其线瘦并不是一个大问题,因为相对而育其硅片较厚,切割过后有一抛光研磨过程可以去除线痕;而光伏行业的硅片非常薄,且在整个光伏行业原料紧缺的情况下,更不可能把

单多晶太阳能硅片切割线痕问题研究.docx
单多晶太阳能硅片切割线痕问题研究摘要:单多晶太阳能硅片切割是制造太阳能电池的基础工艺之一,但切割过程中容易出现线痕现象,影响硅片的质量和产量。本文介绍了线痕的成因、检测方法和处理措施,意在解决线痕问题,提升硅片的生产效率和质量。关键词:单多晶太阳能硅片、切割、线痕、成因、检测、处理一、介绍单多晶太阳能硅片由于具有良好的光电特性和较低的制造成本,已经成为主流的太阳能电池制造材料。而切割是制造太阳能电池的基础工艺之一,直接影响着太阳能硅片的产量和质量。然而,在切割的过程中,往往会出现线痕现象,线痕是指沿着硅片
降低多晶硅片翘曲度的方法.pdf
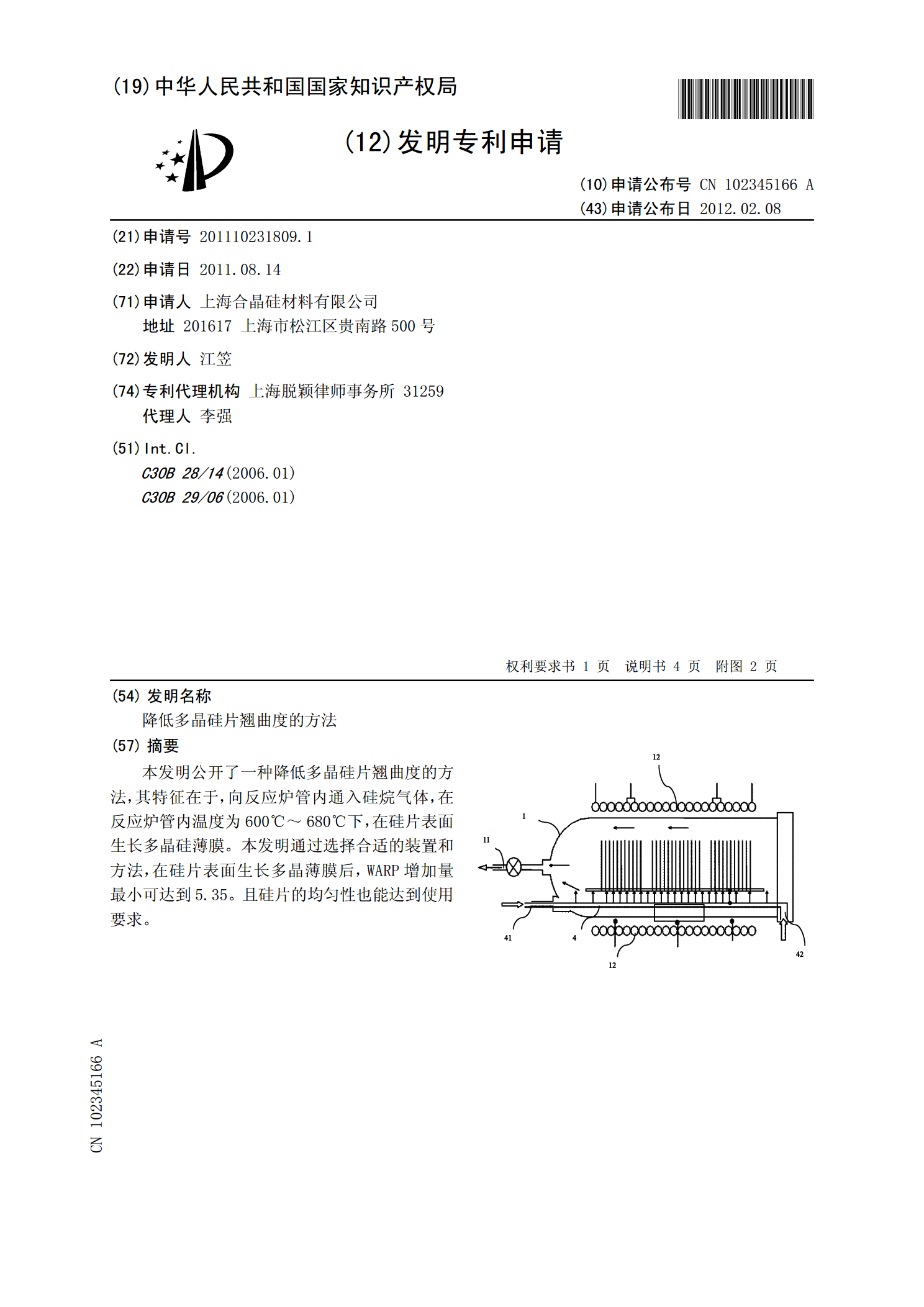
本发明公开了一种降低多晶硅片翘曲度的方法,其特征在于,向反应炉管内通入硅烷气体,在反应炉管内温度为600℃~680℃下,在硅片表面生长多晶硅薄膜。本发明通过选择合适的装置和方法,在硅片表面生长多晶薄膜后,WARP增加量最小可达到5.35。且硅片的均匀性也能达到使用要求。

硅片线痕、TTV的分析.doc
硅片线痕、TTV的分析分类:线痕按表现形式分为杂质线痕、划伤线痕、密布线痕、错位线痕、边缘线痕等。各种线痕产生的原因如下:1、杂质线痕:由多晶硅锭内杂质引起,在切片过程中无法完全去除,导致硅片上产生相关线痕。表现形式:(1)线痕上有可见黑点,即杂质点。(2)无可见杂质黑点,但相邻两硅片线痕成对,即一片中凹入,一片凸起,并处同一位置。(3)以上两种特征都有。(4)一般情况下,杂质线痕比其它线痕有较高的线弓。改善方法:(1)改善原材料或铸锭工艺,改善IPQC检测手段。(2)改善切片工艺,采用粗砂、粗线、降低台