
超声波厚度测量专项讲座.ppt

kp****93

1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

超声波厚度测量专项讲座.ppt
接触式超声波脉冲回波测厚专项讲座目录前言厚度测量讲座引用标准为接触式超声波脉冲回波测厚GB11344-2008和ASTME0797-05。1、测厚仪的校准等2)试块准备A准备至少两个不同壁厚的试块(已知的声速与被测工件相同),其中一个接近受检工件最大壁厚(大壁厚为1/2壁厚),另一个接近受检工件最小壁厚。如果试块生锈,必须进行除锈处理,用细砂纸(120#左右)打磨至光滑,用游标卡尺(精度±0.02mm左右)测量厚度,并对测量位置做记号,校准时在相同位置接触。B对于已有试块与被测工件声速相差较大的工件,特别
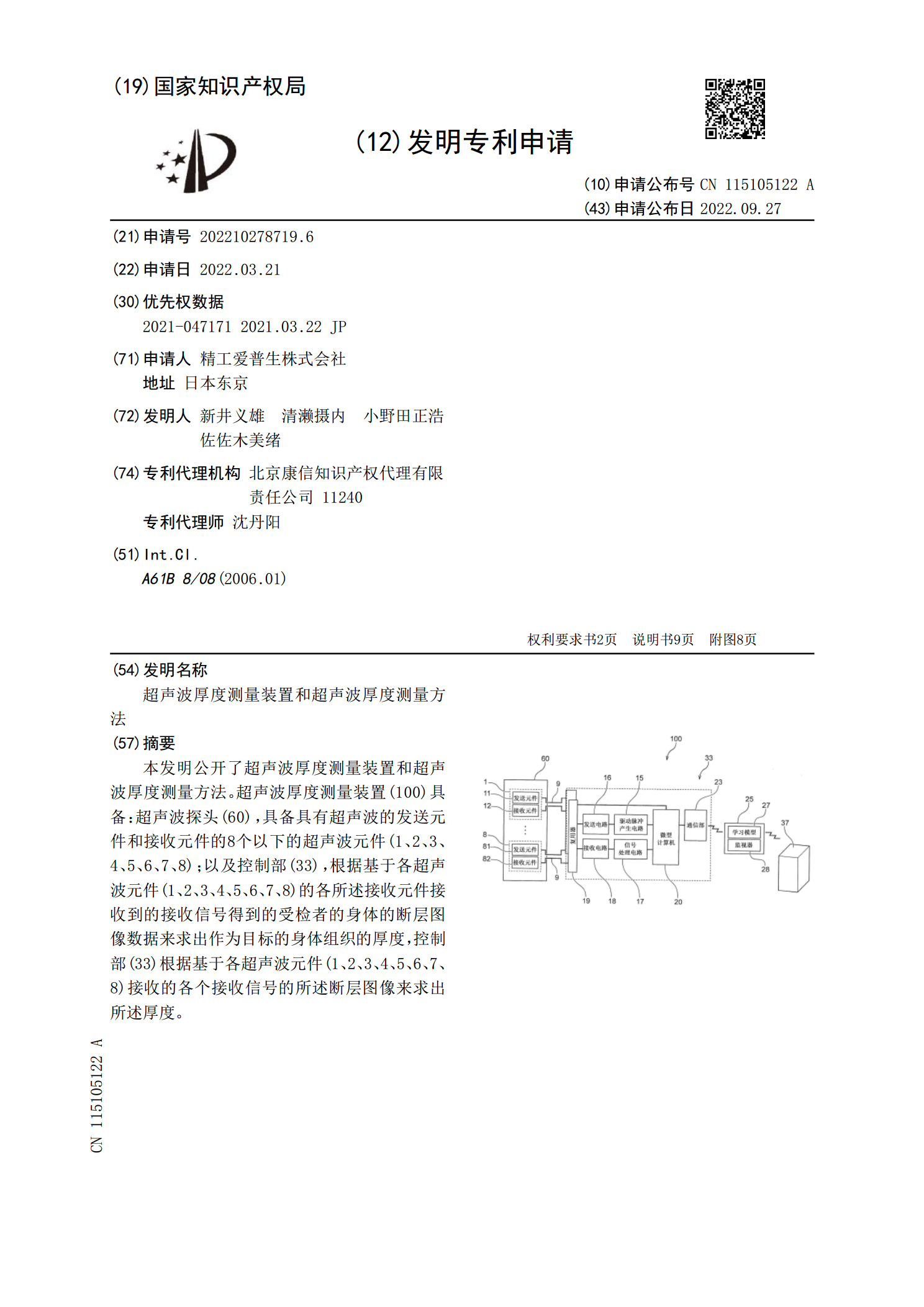
超声波厚度测量装置和超声波厚度测量方法.pdf
本发明公开了超声波厚度测量装置和超声波厚度测量方法。超声波厚度测量装置(100)具备:超声波探头(60),具备具有超声波的发送元件和接收元件的8个以下的超声波元件(1、2、3、4、5、6、7、8);以及控制部(33),根据基于各超声波元件(1、2、3、4、5、6、7、8)的各所述接收元件接收到的接收信号得到的受检者的身体的断层图像数据来求出作为目标的身体组织的厚度,控制部(33)根据基于各超声波元件(1、2、3、4、5、6、7、8)接收的各个接收信号的所述断层图像来求出所述厚度。

超声波油膜厚度测量研究综述.docx
超声波油膜厚度测量研究综述一、引言随着工业技术的不断发展,机械设备的运转需要很大的动力支撑,而动力的支撑则需要润滑油,这也就造成了油膜的形成和存在。油膜的存在可以提高机械设备的运转效率和使用寿命,但是同时也存在一定的安全隐患。为了对油膜的厚度进行准确的测量和控制,超声波油膜厚度测量技术应运而生。本文将从超声波的原理、超声波油膜厚度测量技术的研究现状、超声波油膜厚度测量技术的优势和局限性等角度进行综述,旨在为油膜厚度测量技术的研究提供参考。二、超声波原理超声波是一种机械波,其振动频率高于人耳可听到的频率。超

超声波油膜厚度测量法研究.docx
超声波油膜厚度测量法研究超声波油膜厚度测量法研究摘要:本文对超声波油膜厚度测量方法进行研究,分析了超声波在测量中的原理和应用。通过实验验证,得出了超声波油膜厚度测量法的适用性和可行性,并对其优缺点进行了评估。关键词:超声波,油膜厚度,测量方法,原理,应用1.引言随着工业领域对油膜厚度测量需求的增加,传统的测量方法已经不能满足要求。超声波作为一种非接触、无损伤、快速、高精度的测量手段,逐渐受到研究人员的重视。本文将从超声波的原理、测量方法和应用方面对超声波油膜厚度测量法进行研究。2.超声波的原理超声波是指频
超声波测厚仪精确测量钢板厚度的方法.docx
超声波测厚仪精确测量钢板厚度的方法摘要:文章通过对脉冲反射式超声波测厚仪进行钢板测量时产生误差的各种因素:晶粒度、内应力、组织、耦合剂、表面状况、温度、内部缺陷等进行分析提出了精确测量钢板厚度的方法。关键词:超声波测厚仪;晶粒度;内应力;耦合剂中图分类号:TQ050文献标识码:A文章编号:1009-2374(2013)13-0052-03在钢板厚度的验收过程中由于千分尺和卡尺只能对钢板边部进行厚度测量所以脉冲反射式超声波测厚仪成为每个验收单位