
钨钼丝炉升温的控制方法.doc

kp****93


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钨钼丝炉升温的控制方法.doc
钨钼丝炉升温的控制方法潘长珍胡柱礼(湖南安全技术职业学院湖南长沙410083)摘要:钨、钼材料的电阻温度系数相对较大,低温段电阻值较小,因此由钨、钼材料做发热体的电阻炉在冷态升温过程中,若不采用合适的控制方法极易产生过大的电流而损坏设备。本文分别介绍了手动升温、单温度闭环自动升温和温度、电流双闭环自动升温三种升温控制方法,以及如何有效地防止升温过程中产生过大电流。对于以上三种升温方法,本文分别针对在升温过程中电压、电流、功率等物理量的相互关系进行了分析,讨论了三种方法的控制性能及适应的电炉类型。关键词温度
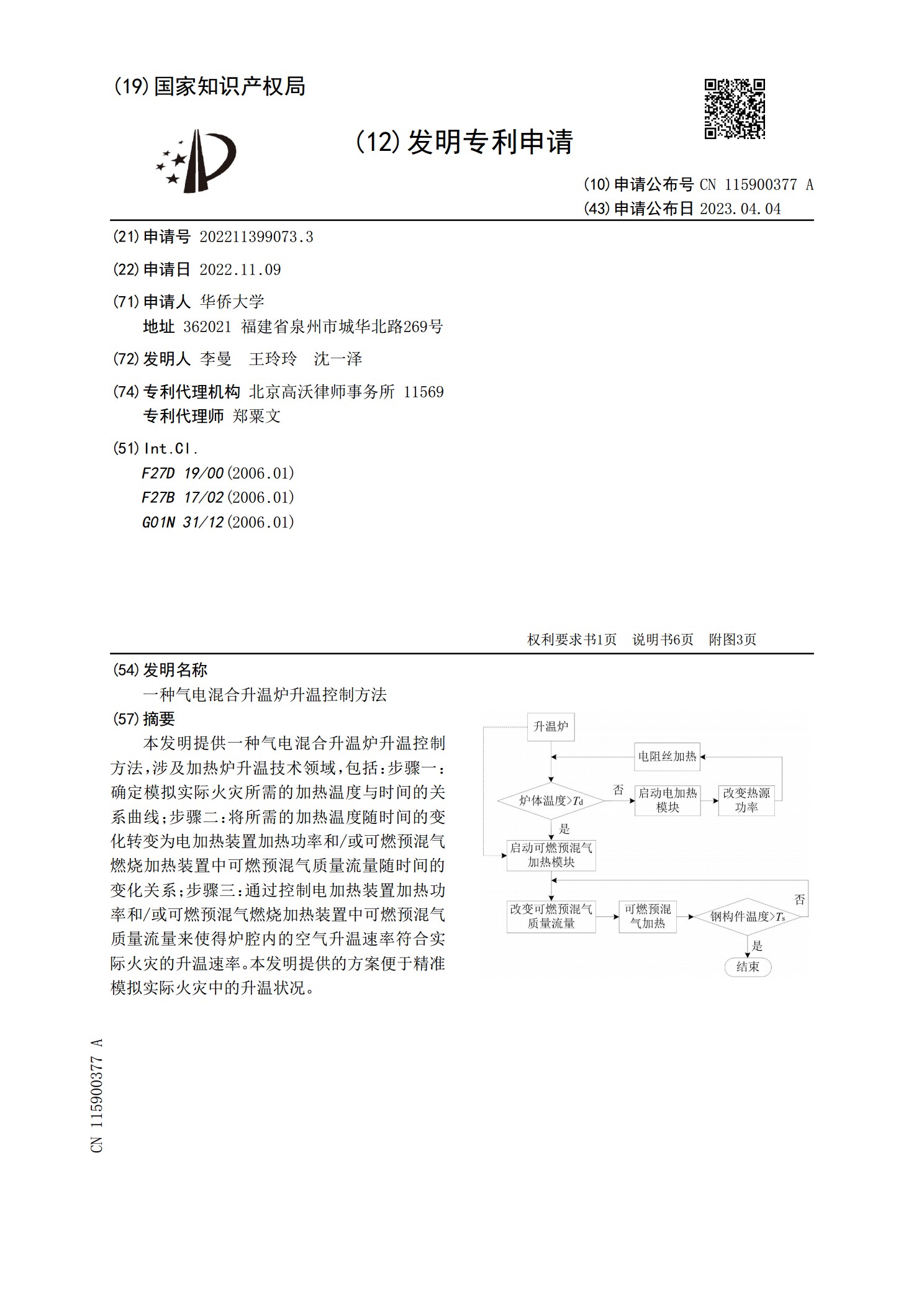
一种气电混合升温炉升温控制方法.pdf
本发明提供一种气电混合升温炉升温控制方法,涉及加热炉升温技术领域,包括:步骤一:确定模拟实际火灾所需的加热温度与时间的关系曲线;步骤二:将所需的加热温度随时间的变化转变为电加热装置加热功率和/或可燃预混气燃烧加热装置中可燃预混气质量流量随时间的变化关系;步骤三:通过控制电加热装置加热功率和/或可燃预混气燃烧加热装置中可燃预混气质量流量来使得炉腔内的空气升温速率符合实际火灾的升温速率。本发明提供的方案便于精准模拟实际火灾中的升温状况。

钼顶头钨钼异型钨丝钼丝粗钨钼丝.ppt
三大产业基地北京商务办地址:北京市海淀区北蜂窝2号中盛大厦1901房电话:010-63456169沈阳商务办地址:沈阳市铁西区云峰北街40-8号巴塞罗那小区9-2-28-2电话:024-24855650武汉商务办地址:武汉市江汉区马场角横路48号电话:027-65662265、65662223服务于制造行业1万多家客户未来地址:中国四川省自贡市人民路111号电话:0813-5516591传真:0813-5200160邮编:643011网址:http://www.zgcc.com

一种基于光热式的快速升温控制方法、装置及升温炉.pdf
本发明涉及一种基于光热式的快速升温控制方法、装置及升温炉,其方法包括如下对放置样品的接收器进行参数标定;设定目标加热参数,并根据所述目标加热参数和所述接收器的标定参数生成对应的加热因子;根据所述加热因子对位于所述接收器内的样品进行光照加热,实时检测所述接收器内的实际加热参数,将所述实际加热参数与所述目标加热参数比对,并在二者相同时退出所述接收器内的样品,结束加热流程。本发明根据目标加热参数和接收器的标定参数生成对应的加热因子,并根据对应的加热因子对位于接收器内的样品进行主动加热,不直接对样品进行加热,不仅
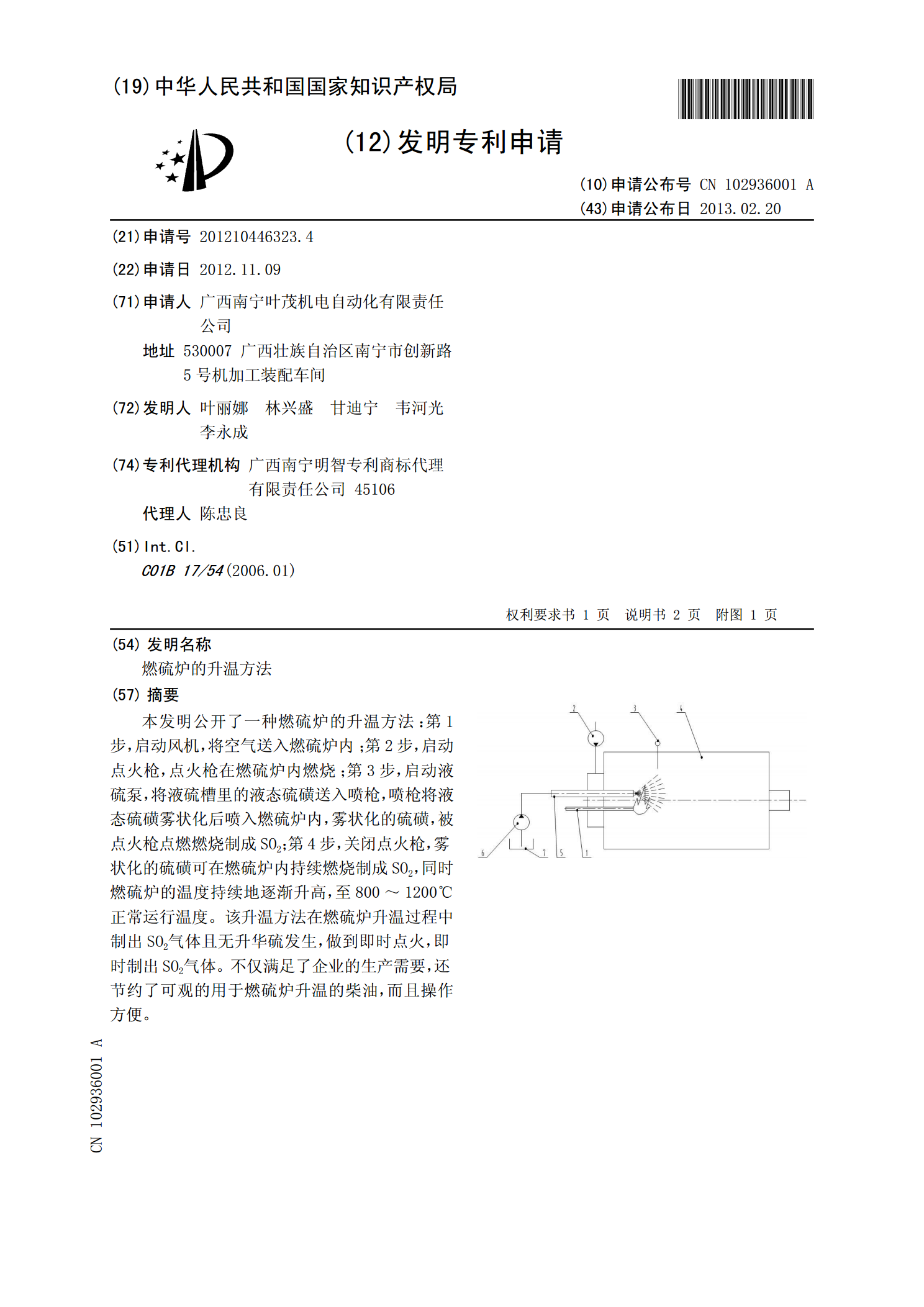
燃硫炉的升温方法.pdf
本发明公开了一种燃硫炉的升温方法:第1步,启动风机,将空气送入燃硫炉内;第2步,启动点火枪,点火枪在燃硫炉内燃烧;第3步,启动液硫泵,将液硫槽里的液态硫磺送入喷枪,喷枪将液态硫磺雾状化后喷入燃硫炉内,雾状化的硫磺,被点火枪点燃燃烧制成SO2;第4步,关闭点火枪,雾状化的硫磺可在燃硫炉内持续燃烧制成SO2,同时燃硫炉的温度持续地逐渐升高,至800~1200℃正常运行温度。该升温方法在燃硫炉升温过程中制出SO2气体且无升华硫发生,做到即时点火,即时制出SO2气体。不仅满足了企业的生产需要,还节约了可观的用于燃