
精密塑性成形工艺.pdf

13****80


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

精密塑性成形工艺.pdf
第一章精密下料1、生产中评价毛坯剪切质量的技术参数有哪些?答:f、k静、动剪刀形成的压塌深度;b断面不平度;φ断面倾角;d、d棒料1直径和毛坯最小直径;c断面光亮带宽度;L毛坯长度。2、目前常用的精密下料工艺有:径向夹紧剪切和自动卧式带锯床锯切下料。第二章钢料少无氧化加热1、目前钢料少无氧化加热方法有:敞焰少无氧化加热和感应加热。2、根据用途不同,涂层可分为润滑、保护和保护—润滑三大类。第三章精密模锻工艺及模具设计1、精密模锻主要主要应用在哪些方面?答:一是精化毛坯,及利用精锻工艺取代粗切削加工工序,将精
带法兰球笼外套精密塑性成形工艺及模具.pdf
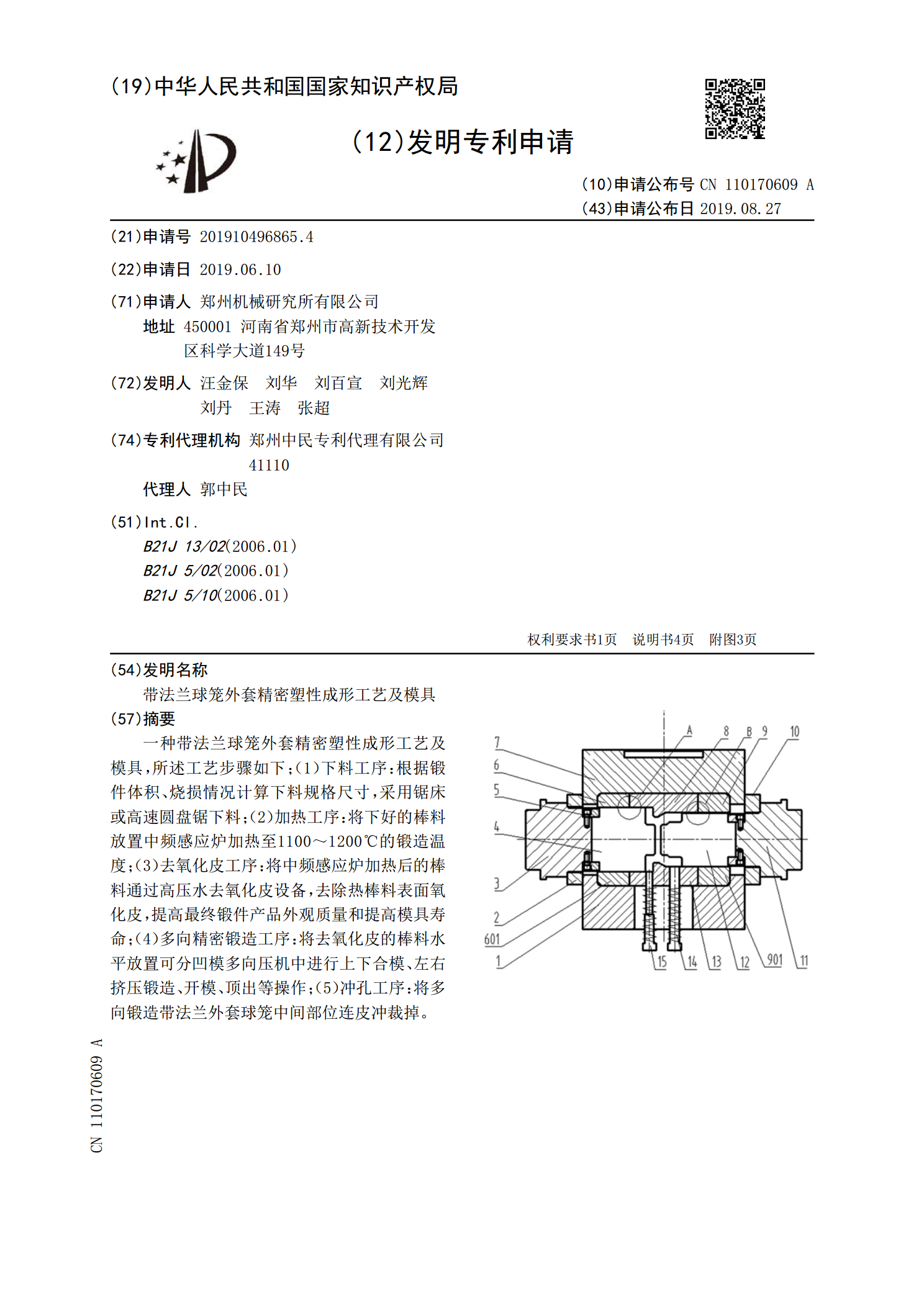
一种带法兰球笼外套精密塑性成形工艺及模具,所述工艺步骤如下;(1)下料工序:根据锻件体积、烧损情况计算下料规格尺寸,采用锯床或高速圆盘锯下料;(2)加热工序:将下好的棒料放置中频感应炉加热至1100~1200℃的锻造温度;(3)去氧化皮工序:将中频感应炉加热后的棒料通过高压水去氧化皮设备,去除热棒料表面氧化皮,提高最终锻件产品外观质量和提高模具寿命;(4)多向精密锻造工序:将去氧化皮的棒料水平放置可分凹模多向压机中进行上下合模、左右挤压锻造、开模、顶出等操作;(5)冲孔工序:将多向锻造带法兰外套球笼中间部

差速器十字轴精密塑性成形工艺研究.docx
差速器十字轴精密塑性成形工艺研究差速器是汽车重要的传动装置之一,它的主要作用是将发动机的动力转化为两个轮子间不同的旋转速度。差速器十字轴是差速器的重要部件之一,它的主要作用是将驱动轴传递的动力转化到差速器的行星齿轮系统上,从而实现差速器的正常工作。本文将围绕差速器十字轴的精密塑性成形工艺展开探讨。一、差速器十字轴的制作工艺1.材料选择差速器十字轴的制作材料一般采用高强度钢材,如45#钢、40Cr钢等。选择材料时要考虑到其强度、韧性、热处理性能等因素,以保证十字轴的工作性能和使用寿命。2.精密锻造和模锻精密

异形波导件精密塑性成形工艺研究的任务书.docx
异形波导件精密塑性成形工艺研究的任务书1.引言异形波导件是一类形状复杂、精度要求高的器件,广泛应用于通信、雷达、天线等领域。而精密塑性成形技术在制造复杂零件方面具备优秀的特性,可以满足异形波导件的制造要求。因此,开展异形波导件精密塑性成形工艺研究,对于提高异形波导件的制造精度、缩短生产周期、降低制造成本等方面具有重要意义。2.研究内容本次研究的主要任务是:(1)分析异形波导件的制造要求,确定其制造精度、形状要求等方面的指标,并进行量化评估和排序。(2)研究异形波导件的精密塑性成形机理和工艺流程,确定成形过

山西精密塑性成形有限公司精密塑性成形齿轮可行性谋划书.doc
山西XX精密塑性成形有限公司项目可研报告归档资料,核准通过。未经允许,请勿外传!精密塑性成形齿轮产业化项目可行性研究报告山西XX精密塑性成形有限公司一、概述………………………………………………………………………………………………………03二、技术可行性分析…………………………………………………………………………………042.1项目的技术内容及关键技术…………………………………………………………042.2国内外研究现状与发展趋势…………………………………………………………082.3项目承担单位情况……………