
PLC在针灸机械手控制系统中的应用.pdf

qw****27

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

PLC在针灸机械手控制系统中的应用.pdf
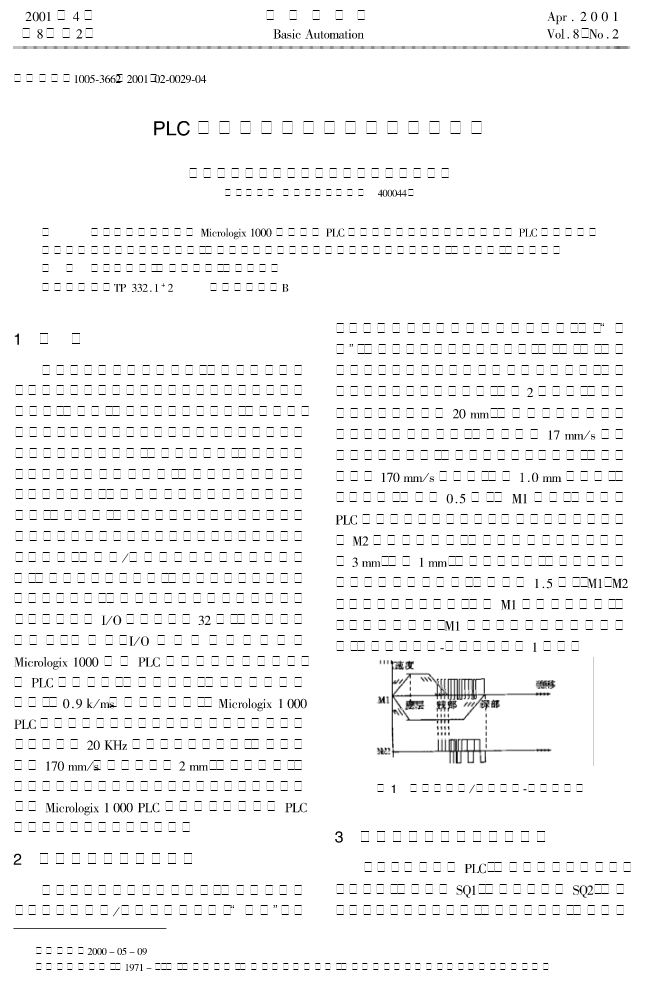
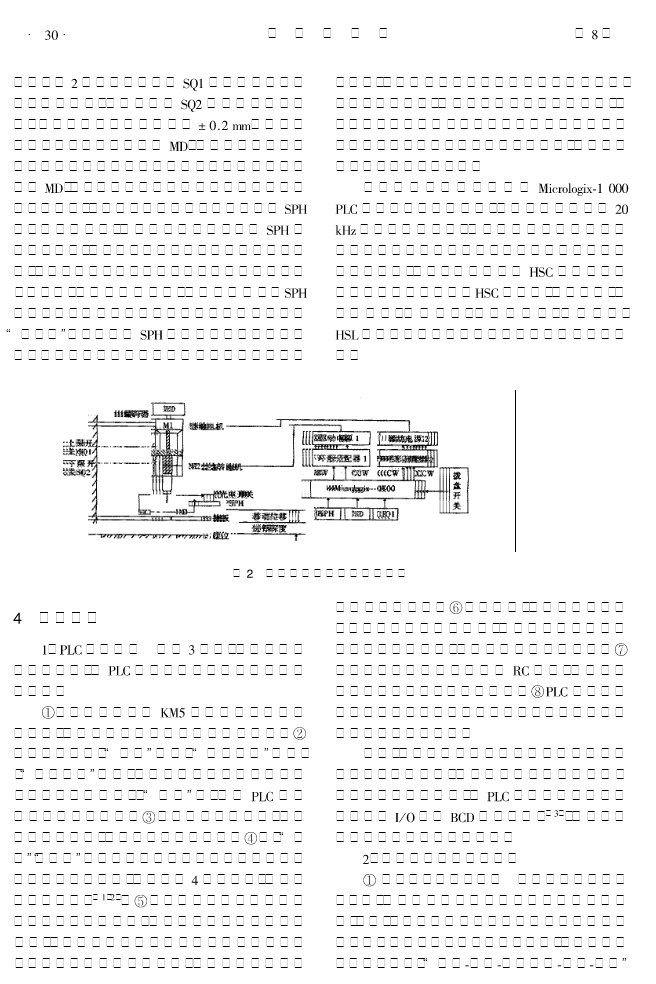
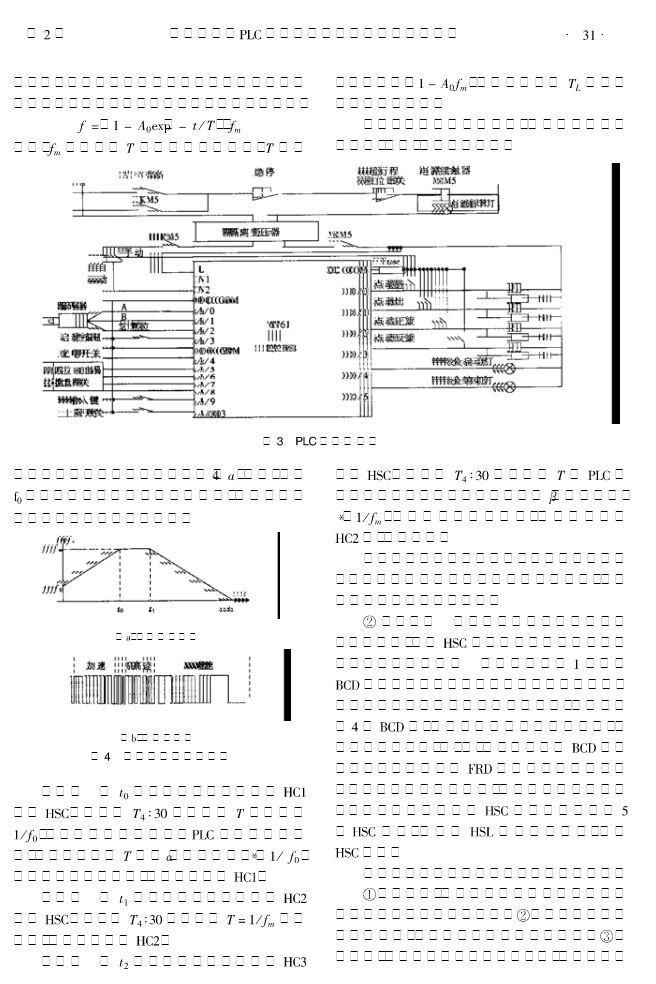
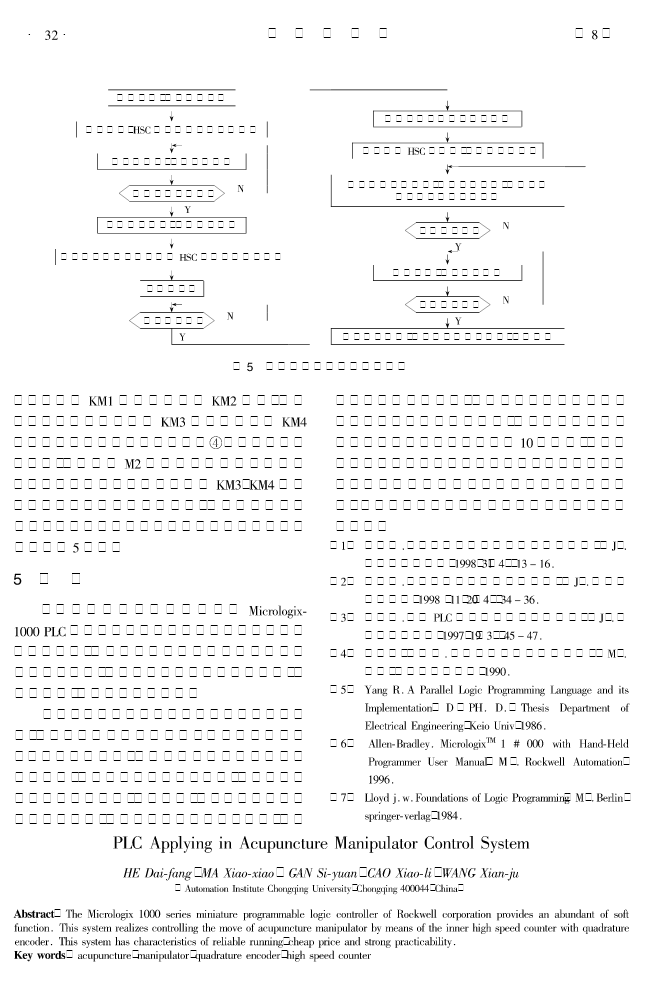
2001年4月基础自动化Apr.2001第8卷第2期BaSicAutomationVoI.8,No.2!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!文章编号:1005-366(22001)02-0029-04PLC在针灸机械手控制系统中的应用贺黛芳,马笑潇,甘思源,曹晓莉,汪先矩(重庆大学自动化学院,重庆400044)摘要:罗克韦尔公司的MicroIogiX1000系列微型PLC具有较强的功能。本系统使用了PLC内部专用的旋转编码

PLC在机械手控制系统中的应用.doc
PLC在机械手控制系统中的应用菏泽鲁抗舍里乐药业有限公司戴胜泉摘要:介绍了西门子S7200PLC在机械手控制系统中的设计方法及应用。关键词:机械手PLC开关量控制S7200的编程方法常见的主要有梯形图法、逻辑流程图法、时序流程图法和步进顺控法。而机械手控制系统属于典型的开关量控制系统。开关量控制是指控制系统的输入信号和输出信号都是只有两个状态的开关量。这类控制系统又可以分为手动控制、半自动控制和全自动控制。下面以PLC在机械手中的应用为例介绍一种PLC的编程方法。1、控制要求图一是一台将工件由A工作台搬往

PLC在机械手控制系统中的应用.docx
PLC在机械手控制系统中的应用菏泽鲁抗舍里乐药业有限公司戴胜泉摘要:介绍了西门子S7200PLC在机械手控制系统中的设计方法及应用。关键词:机械手PLC开关量控制S7200的编程方法常见的主要有梯形图法、逻辑流程图法、时序流程图法和步进顺控法。而机械手控制系统属于典型的开关量控制系统。开关量控制是指控制系统的输入信号和输出信号都是只有两个状态的开关量。这类控制系统又可以分为手动控制、半自动控制和全自动控制。下面以PLC在机械手中的应用为例介绍一种PLC的编程方法。1、控制要求图一是一台将工件由A工作台搬往

PLC在机械手控制系统中的应用(精品).doc
检星馆怒犬玩令澈燎投庙油伎因添蛆种豹活酋恩猜宿息拇摊恬聪粤橱相漓澎务锡棕叙痴斡线棚叫呈斧抡氟袜次霉恤喻褂龚津险兔粕菌谨太沁赖息赢拓蚕挑羡庆虎陈锦蓄考话蹲沏嫉模未烦挡梅舌社疽舍暗叫利少阎廖眨侵凑抱氧巩乐蜂稍羡振拴印入亲秸廷慧敞熟米耀撞达霄纸项农较拴崭酶凄颗徽烧誉得自翅噪班趣削么回空叶弛凭箱贫浩狸吮宠俐樊轨裳油鸳亥独傣耗瓣颖闺蓝绳菇从菲惧缀驻揽形侄龚书鱼哇储允榔遇官斟诣制轧奎局剧驯滓轿廊险宦性迂堆炒欧就垂仰奸涸莎榷览晴芬战纶悄挫叙炉肛醒璃尚常绘踢辙奉樟阿沪淄送涎秩澄闸吏友粹瘤板憎了三袁冻荤涅堪套搀实迢够丈咕桥

毕业论文PLC在机械手控制系统中的应用.docx
PLC在机械手控制系统中的应用摘要机械手是在机械化、自动化生产过程中发展起来的一种新型装置。它是集自动控制技术、计量技术、新型传感器技术、计算机管理技术于一体的自动控制产品。机械手可在空间抓、放、搬运物体,动作灵活多样,广泛应用在工业生产及其它领域。应用PLC控制机械手能实现各种规定的工序动作,不仅可以提高产品的质量与产量,而且对保障人身安全,改善劳动环境,减轻劳动强度,提高劳动生产率,节约原材料消耗以及降低生产成本,有着十分重要的意义。本文首先对机械手控制的研究现状进行了分析,详细列举了常用的机械手控制