
车身激光-MIG复合焊接.ppt

kp****93


1/10

2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
车身激光-MIG复合焊接.ppt
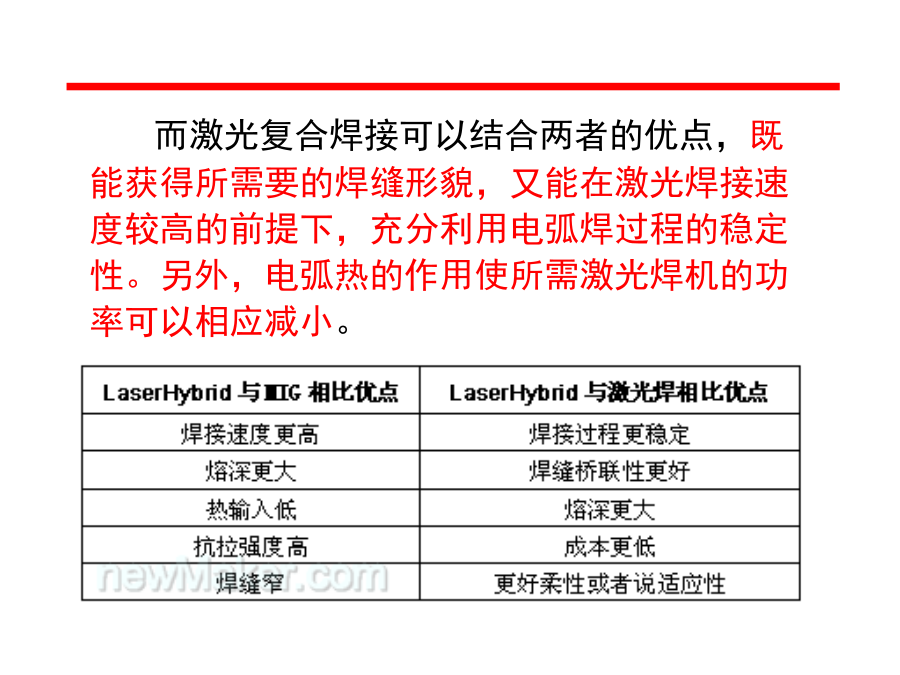
车身激光-MIG复合焊接技术激光-MIG复合焊接技术将激光焊接技术与MIG钎焊焊接技术有机地结合为一体,克服了各自的缺点,具有较好的焊接工艺性,并可以获得优质的焊接接头。激光-MIG复合焊接技术原理激光-MIG复合焊接提高了熔深和焊接速度。焊接过程中金属蒸气挥发,并且反作用于等离子区。等离子区对激光有轻微吸收,但可以忽略不计。整个焊接过程的特性取决于选择的激光和电弧输入能量的比例。激光-MIG复合焊接特点而激光复合焊接可以结合两者的优点,既能获得所需要的焊缝形貌,又能在激光焊接速度较高的前提下,充分利用电

车身用铝合金板激光-MIG复合焊接多因素交互优化研究.docx
车身用铝合金板激光-MIG复合焊接多因素交互优化研究论文题目:车身用铝合金板激光-MIG复合焊接多因素交互优化研究摘要:随着汽车工业的迅速发展,车身用铝合金板的使用逐渐增多。而激光-MIG复合焊接凭借其高效率、高质量以及低热输入等优势成为铝合金板焊接的重要技术。本文以车身用铝合金板激光-MIG复合焊接为研究对象,通过对焊接过程中的多个影响因素进行分析和优化,旨在提高焊接质量和效率。关键词:铝合金板、激光-MIG复合焊接、多因素交互、优化研究第1章引言1.1研究背景1.2研究目的1.3研究内容第2章相关理论

304不锈钢MIG、激光和激光-MIG复合焊接工艺对比研究.docx
304不锈钢MIG、激光和激光-MIG复合焊接工艺对比研究304不锈钢材料具有良好的耐腐蚀性、高强度和良好的加工性能等优点,在许多领域得到广泛应用。然而,焊接是不锈钢加工中的一个重要环节,不锈钢焊接过程中易产生气孔、热裂纹等缺陷,从而影响其综合性能。为了解决这些问题,学者们对不同焊接工艺进行了研究,其中包括MIG焊接、激光焊接和激光-MIG复合焊接。本文将就这三种焊接工艺在304不锈钢焊接中的应用进行对比研究。MIG焊接是一种常用的金属惰性气体保护焊接方法,通过在焊接过程中将惰性气体保护熔融池,以防止氧气

激光-MIG复合焊接304不锈钢工艺研究.docx
激光-MIG复合焊接304不锈钢工艺研究摘要激光-MIG复合焊接技术是近年来焊接领域的研究热点之一。本文以不锈钢304为研究对象,探索了激光-MIG复合焊接工艺对其焊缝形貌、力学性能和金相组织的影响。研究结果表明,激光-MIG复合焊接能够有效提高焊缝质量,并且在焊接速度和焊缝外形方面都有显著的优势。对于不锈钢304,焊接参数应综合考虑激光和MIG的功率、电流、速度等参数,以实现最佳的焊接效果。关键词:激光-MIG复合焊接;不锈钢304;焊缝形貌;力学性能;金相组织1.引言激光-MIG复合焊接技术是一种新型

铝合金激光-MIG复合焊接头性能研究.docx
铝合金激光-MIG复合焊接头性能研究随着工业技术的不断发展,材料层次越来越丰富,材料的结构设计、制备、加工和应用也日益复杂。铝合金材料因其高强度、轻量化等特性被广泛应用于航空、汽车、船舶等相关领域。然而,铝合金材料在加工过程中,由于材料本身具有一定的特殊性能,传统的焊接方法不可避免地会对铝合金材料的性能造成严重的破坏,因此,铝合金激光-MIG复合焊技术应运而生。铝合金激光-MIG复合焊是一种集中激光和熔化极气体保护焊的先进焊接技术。它继承了激光焊和MIG焊的优点,使铝合金焊接过程中气体保护效果更好,减少焊