
浅谈凝汽器钛管安装.pdf

17****27

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
浅谈凝汽器钛管安装.pdf
浅谈凝汽器钛管的安装【摘要】凝汽器是火力发电厂中最大的单体换热设备,其冷却管作为凝汽器结构中的重要组成部分之一。保证凝汽器冷却管的安装质量,提高真空度,从而提高凝汽器的冷却效率,有利于减少机组煤耗,节约能源,提高了电厂的安全性和经济性。凝汽器换热原理主要是常温下的循环水通过冷却管内的一端流向另一端,冷却了冷却管外由汽轮机低压缸排下来80℃左右的乏汽,使其凝结成水之后由凝结水泵输送出去。凝汽器由于体积大、吨位重,制造厂通常是散件到货、现场组合拼装,而凝汽器冷却管的安装往往是机组建设中的重要节点之一,它的顺利
全钛凝汽器钛管与钛管板密封焊方法.pdf
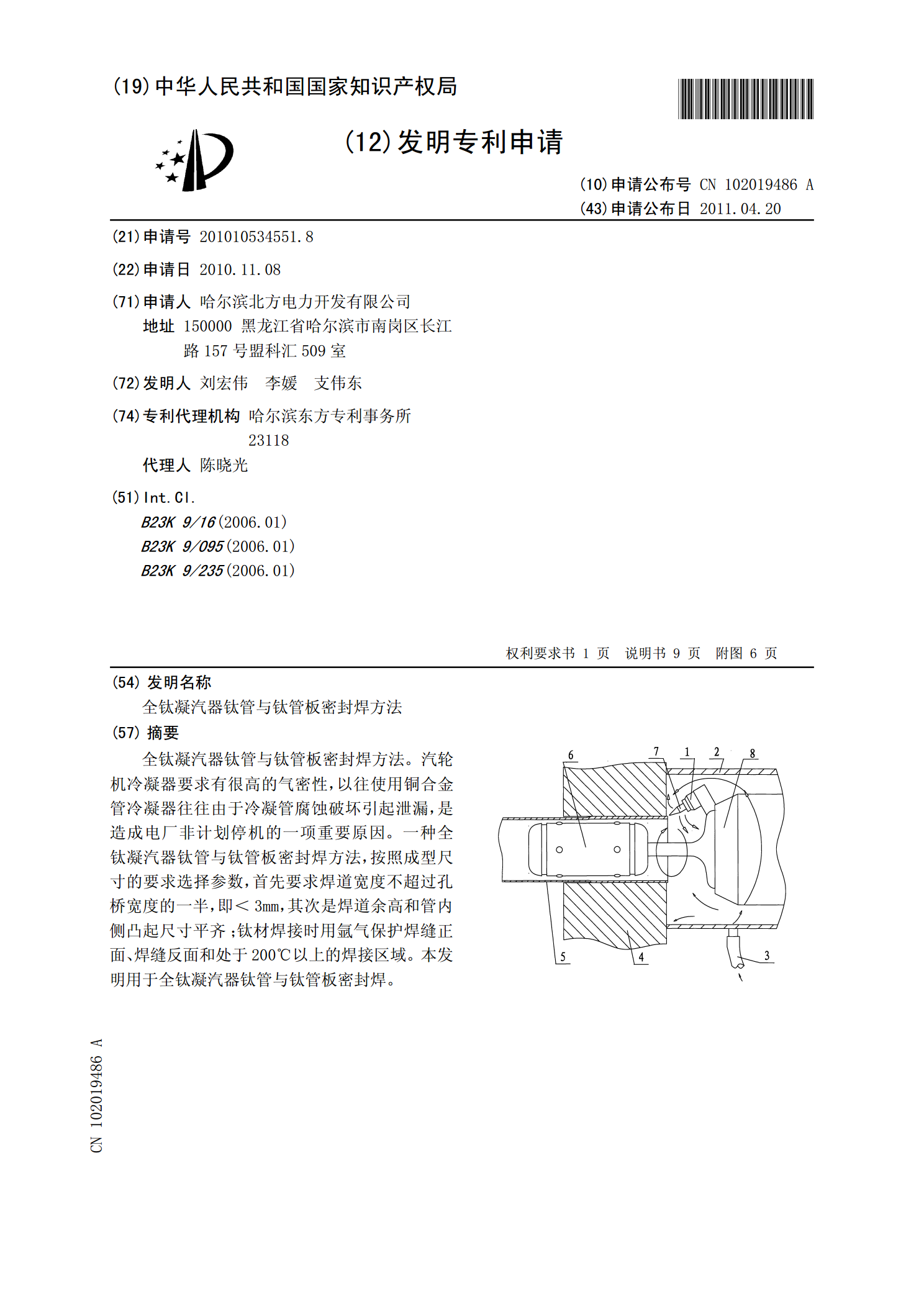
全钛凝汽器钛管与钛管板密封焊方法。汽轮机冷凝器要求有很高的气密性,以往使用铜合金管冷凝器往往由于冷凝管腐蚀破坏引起泄漏,是造成电厂非计划停机的一项重要原因。一种全钛凝汽器钛管与钛管板密封焊方法,按照成型尺寸的要求选择参数,首先要求焊道宽度不超过孔桥宽度的一半,即<3mm,其次是焊道余高和管内侧凸起尺寸平齐;钛材焊接时用氩气保护焊缝正面、焊缝反面和处于200℃以上的焊接区域。本发明用于全钛凝汽器钛管与钛管板密封焊。

凝汽器钛管破裂的分析.docx
凝汽器钛管破裂的分析凝汽器是电站中非常重要的设备之一,其作用是将发电过程中排放的高温高压水蒸汽冷凝成水,以便于再次进入锅炉中加热,循环利用。而凝汽器钛管破裂则会导致设备的损坏和运行中断,给电站的稳定运行带来不利影响。因此该问题的分析和探讨具有重要的实际意义。1.凝汽器钛管的特性在电站中,钛管作为凝汽器中的主要组件之一,也是表现优异的材料之一。具有高的耐蚀性、强度和刚度等优点。因此,钛管应用得较广。但是钛材的物理特性也决定了它的一些缺点。例如,钛材的软化点较低,且容易吸氧并容易受到氢的影响等。2.凝汽器钛管

凝汽器钛管断裂失效分析.docx
凝汽器钛管断裂失效分析标题:凝汽器钛管断裂失效分析摘要:凝汽器是核电厂中重要的热交换设备,而钛管作为凝汽器中常用的材料具有良好的耐腐蚀性和高强度特性。然而,在实际运行中,凝汽器钛管出现断裂失效现象,严重影响了核电厂的安全和稳定运行。为了探究凝汽器钛管断裂失效的原因,并提出相应的预防和修复措施,本文对凝汽器钛管断裂失效进行了深入分析。引言:凝汽器作为核电厂中的重要设备,主要用于将汽轮机排出的湿蒸汽冷凝为水和脱气。钛管作为凝汽器中常用的材料,以其优异的耐腐蚀性和高强度特性而被广泛应用。然而,在长期运行的过程中

国产凝汽器钛管在滨海电厂的应用.docx
国产凝汽器钛管在滨海电厂的应用国产凝汽器钛管在滨海电厂的应用摘要:随着电力行业的快速发展和对环境保护的要求日益严格,涡轮发电机组的高效运行和热能回收变得尤为重要。作为热能回收的关键设备之一,凝汽器在发电厂的运行中起着至关重要的作用。然而,在过去几十年的使用过程中,凝汽器钛管存在一些问题,如耐腐蚀性能差、耐高温性能不强等。因此,本文将重点研究国产凝汽器钛管在滨海电厂的应用情况,分析其优势、缺点和未来发展前景,以期为电力行业的发展提供新的思路和指导。关键词:凝汽器;钛管;滨海电厂;应用;环境保护;高效运行一、