
电渣焊00.ppt

可爱****乐多


1/10

2/10
3/10
4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电渣焊00.ppt
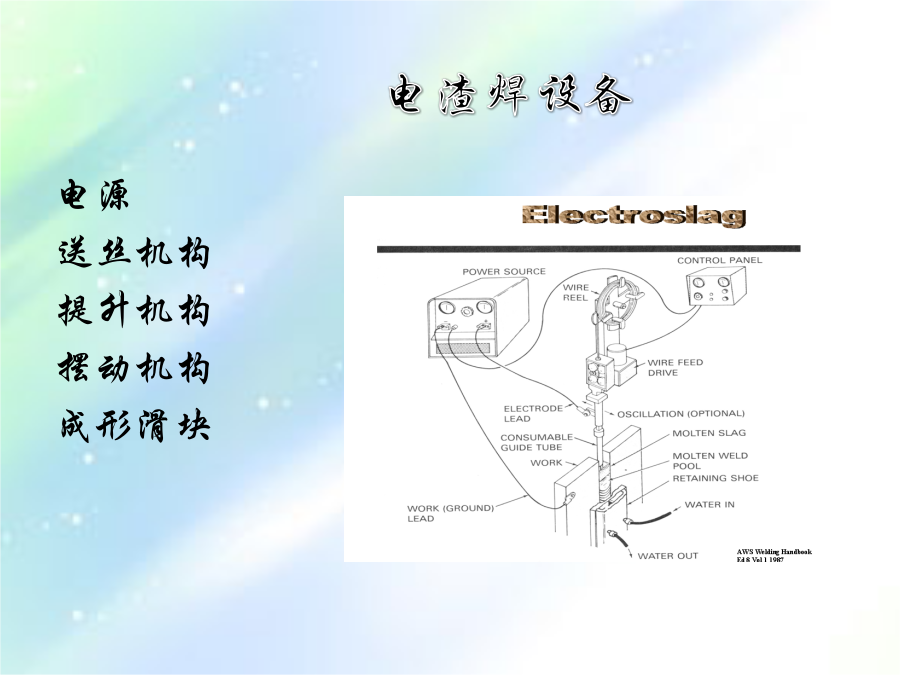
电渣焊引出板:是为了把渣池和在停止焊接时往往易产生缩孔和裂纹的那部分焊缝金属引出工件之外。起焊槽:除了起造渣作用外,也是为了把开始电渣过程不稳定、温度不高易产生未熔合缺陷那部分留在起焊槽内。焊后再将引出板和起焊槽割除。电渣焊设备电渣焊在工艺上具有如下特点:它是一种机械焊接方法,其焊接接头多用I形坡口,处于立焊位置,即焊缝轴线处在垂直或接近垂直的位置下施焊。除环缝外,焊接时,焊件是固定的。焊接开始以后就连续焊到结束,中间不能停顿。焊缝的凝固过程是从底部向上进行,在凝固的焊缝金属上面总有熔化金属,而熔化金属始
电渣焊用焊剂和电渣焊方法.pdf
提供一种焊接操作性优异,熔渣剥离性良好,不发生咬粘而进行气电焊的电渣焊用焊剂和电渣焊方法。电渣焊用焊剂,相对于焊剂总质量,含有CaO:5.1质量%以上且30.0质量%以下、SiO<base:Sub>2</base:Sub>:17质量%以下、CaF<base:Sub>2</base:Sub>:35质量%以上且73质量%以下,CaO相对于碱性氧化物总质量为30质量%以上,SiO<base:Sub>2</base:Sub>相对于酸性氧化物总质量为80质量%以上,CaF<base:Sub>2</base:Sub>

电渣焊.ppt
电渣焊引出板:是为了把渣池和在停止焊接时往往易产生缩孔和裂纹的那部分焊缝金属引出工件之外。起焊槽:除了起造渣作用外,也是为了把开始电渣过程不稳定、温度不高易产生未熔合缺陷那部分留在起焊槽内。焊后再将引出板和起焊槽割除。电渣焊设备电渣焊在工艺上具有如下特点:它是一种机械焊接方法,其焊接接头多用I形坡口,处于立焊位置,即焊缝轴线处在垂直或接近垂直的位置下施焊。除环缝外,焊接时,焊件是固定的。焊接开始以后就连续焊到结束,中间不能停顿。焊缝的凝固过程是从底部向上进行,在凝固的焊缝金属上面总有熔化金属,而熔化金属始

电渣压力焊.doc
电渣压力焊本工程粗钢筋连接采用电渣压力焊施工工艺。施工准备:(1)电渣压力焊要求网路电压不能过低,所以要设专用电源,以防影响其它施工机械的正常工作。(2)施焊的焊工,在操作前必须经过技术培训,通过考核合格后方准上岗操作。(3)将焊接接头端部120mm范围内的油污和铁锈,用钢丝刷清除干净。(4)根据竖向钢筋接长的高度,搭设操作架子,确保工人扶直钢筋操作方便。防止钢筋夹紧后晃动。(5)焊药应提前烘烤,保证使用。施焊要点:(1)用夹具夹紧钢筋。一般是夹下钢筋,然后将上钢筋扶直夹牢,使上、下钢筋同心。并使钢筋两棱

电渣压力焊.doc
电渣压力焊本工程粗钢筋连接采用电渣压力焊施工工艺。施工准备:(1)电渣压力焊要求网路电压不能过低,所以要设专用电源,以防影响其它施工机械的正常工作。(2)施焊的焊工,在操作前必须经过技术培训,通过考核合格后方准上岗操作。(3)将焊接接头端部120mm范围内的油污和铁锈,用钢丝刷清除干净。(4)根据竖向钢筋接长的高度,搭设操作架子,确保工人扶直钢筋操作方便。防止钢筋夹紧后晃动。(5)焊药应提前烘烤,保证使用。施焊要点:(1)用夹具夹紧钢筋。一般是夹下钢筋,然后将上钢筋扶直夹牢,使上、下钢筋同心。并使钢筋两棱