
液压伺服控制.ppt

kp****93


1/10
2/10
3/10

4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共42页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

液压伺服控制.ppt
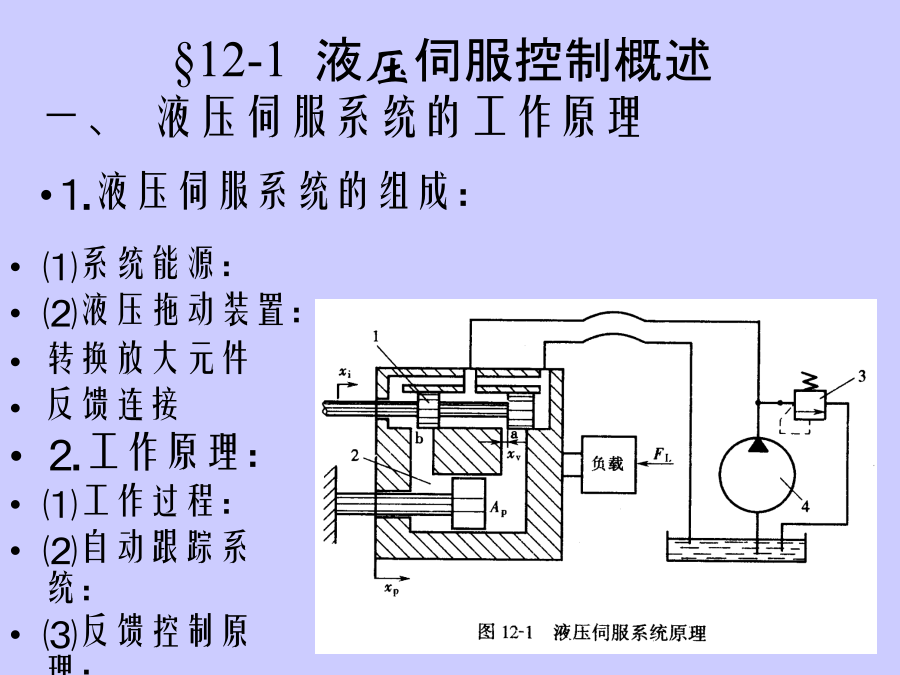
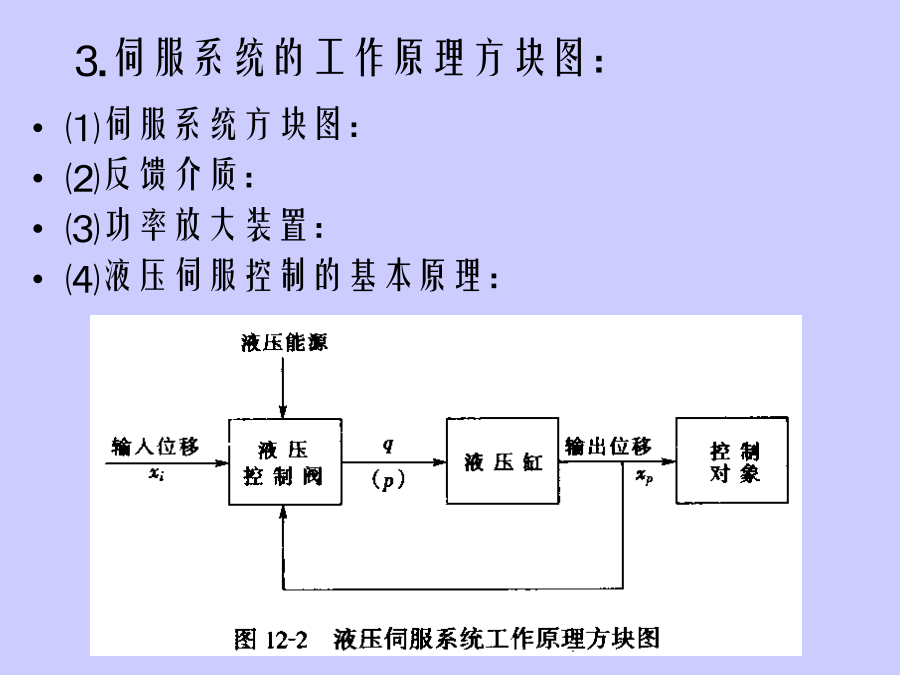
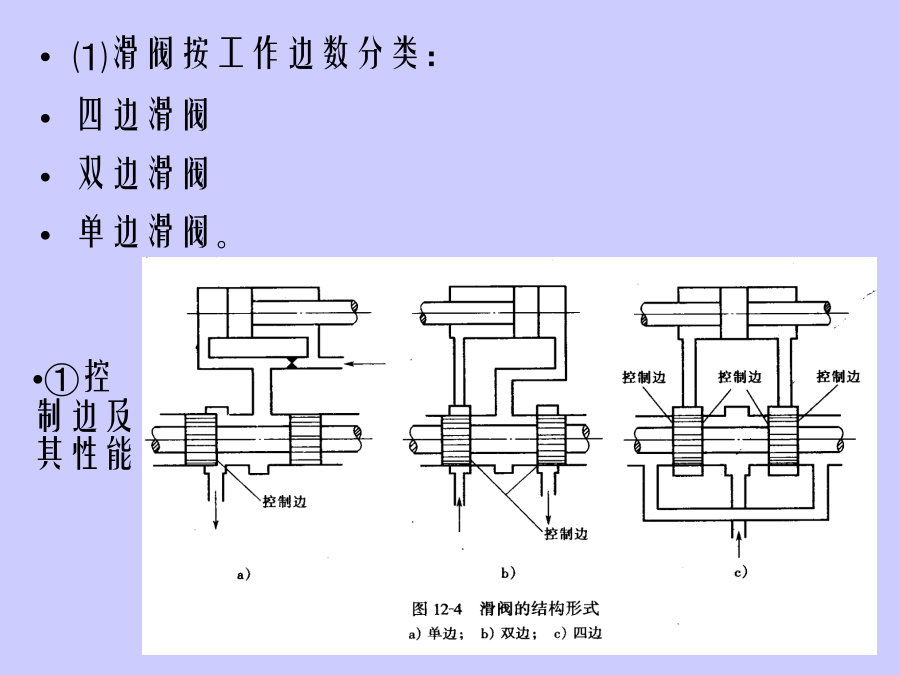
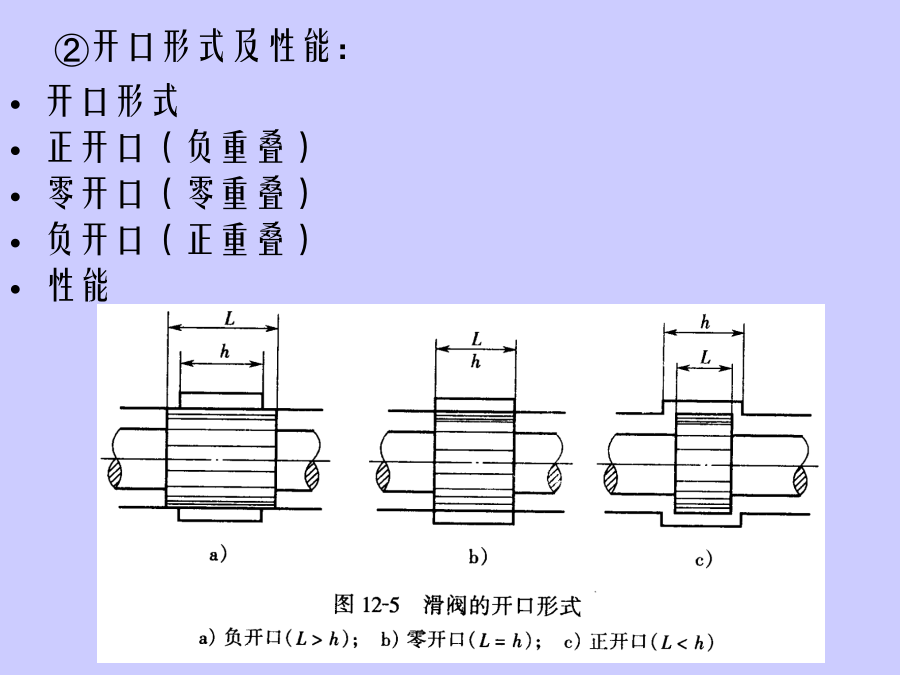
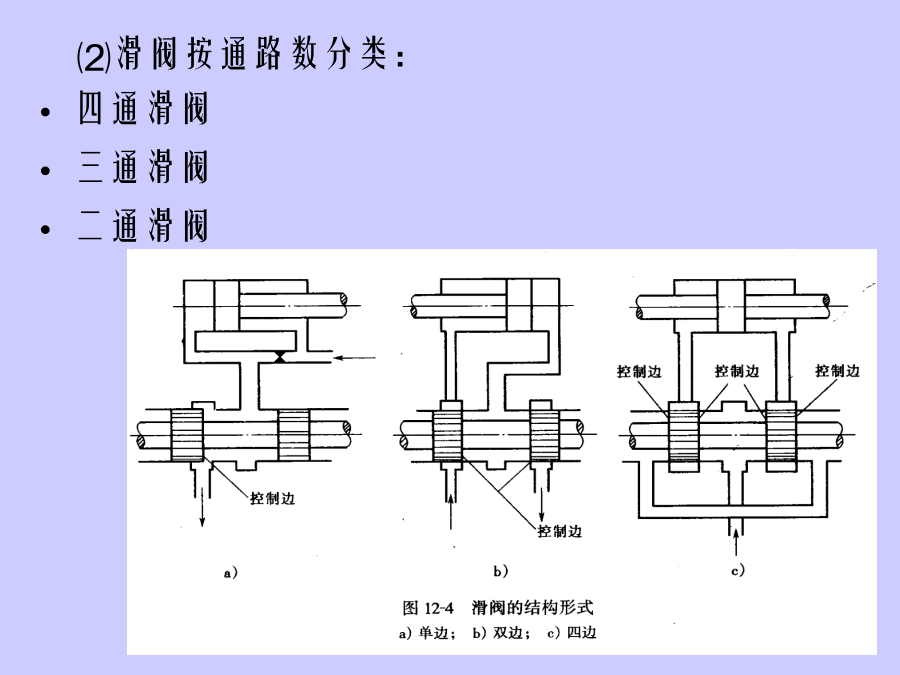
第12章液压伺服控制§12-1液压伺服控制概述⒊伺服系统的工作原理方块图:二、液压伺服系统的构成三、液压伺服系统的分类3.按施动装置的控制方式和控制元件的类型分类节流式(阀控制式)容积式(变量泵控制或变量马达控制)⑴阀控伺服系统:⑵泵控伺服系统:§12-2液压伺服阀⑴滑阀按工作边数分类:四边滑阀双边滑阀单边滑阀。②开口形式及性能:⑵滑阀按通路数分类:⒉滑阀的静特性②通过阀口的流量—压力分析式中q—通过阀口的流量(m3/s);Cd—流量系数,无因次;ρ—油液密度(kg/m3);△p—阀口压力降(Pa)。若负

液压伺服控制.ppt
液压伺服控制论文.doc
5657前言随着20世纪自动化技术的巨大进步,自动控制理论得到不断地发展和完善。本文正是针对设计任务,通过设计方案的分析比较之后,选择电液控制系统来设计此次任务。本文首先介绍了液压控制的一些基本概念,对研究对象和任务作出了整体的介绍,并简述了液压控制技术的发展史。然后在明确设计要求的情况下,对设计任务进行分析。通过机液伺服跑偏控制系统和电液伺服跑偏控制系统的分析对比,最终选择了电液伺服跑偏控制系统的设计方案,从而进入本课题研究要点。接着本文对电液伺服跑偏控制系统做了具体的设计,先是对电液伺服机构进行了分析

液压伺服控制论文.doc
前言随着20世纪自动化技术的巨大进步,自动控制理论得到不断地发展和完善。本文正是针对设计任务,通过设计方案的分析比较之后,选择电液控制系统来设计此次任务。本文首先介绍了液压控制的一些基本概念,对研究对象和任务作出了整体的介绍,并简述了液压控制技术的发展史。然后在明确设计要求的情况下,对设计任务进行分析。通过机液伺服跑偏控制系统和电液伺服跑偏控制系统的分析对比,最终选择了电液伺服跑偏控制系统的设计方案,从而进入本课题研究要点。接着本文对电液伺服跑偏控制系统做了具体的设计,

液压伺服控制论文.doc
前言随着20世纪自动化技术的巨大进步,自动控制理论得到不断地发展和完善。本文正是针对设计任务,通过设计方案的分析比较之后,选择电液控制系统来设计此次任务。本文首先介绍了液压控制的一些基本概念,对研究对象和任务作出了整体的介绍,并简述了液压控制技术的发展史。然后在明确设计要求的情况下,对设计任务进行分析。通过机液伺服跑偏控制系统和电液伺服跑偏控制系统的分析对比,最终选择了电液伺服跑偏控制系统的设计方案,从而进入本课题研究要点。接着本文对电液伺服跑偏控制系统做了具体的设计,