
高速液态硅胶挤出工艺及设备.pdf

Jo****31


1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高速液态硅胶挤出工艺及设备.pdf
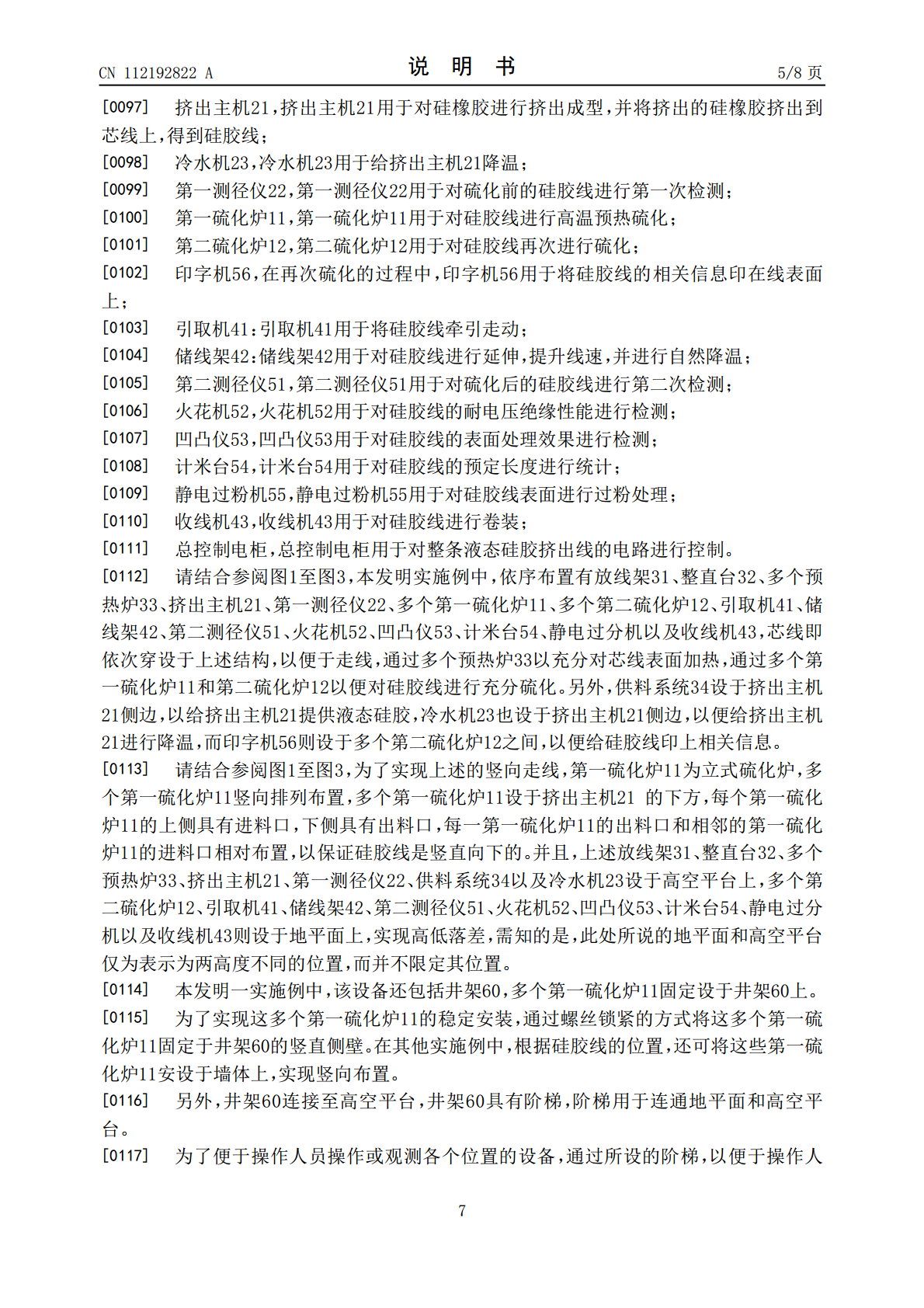
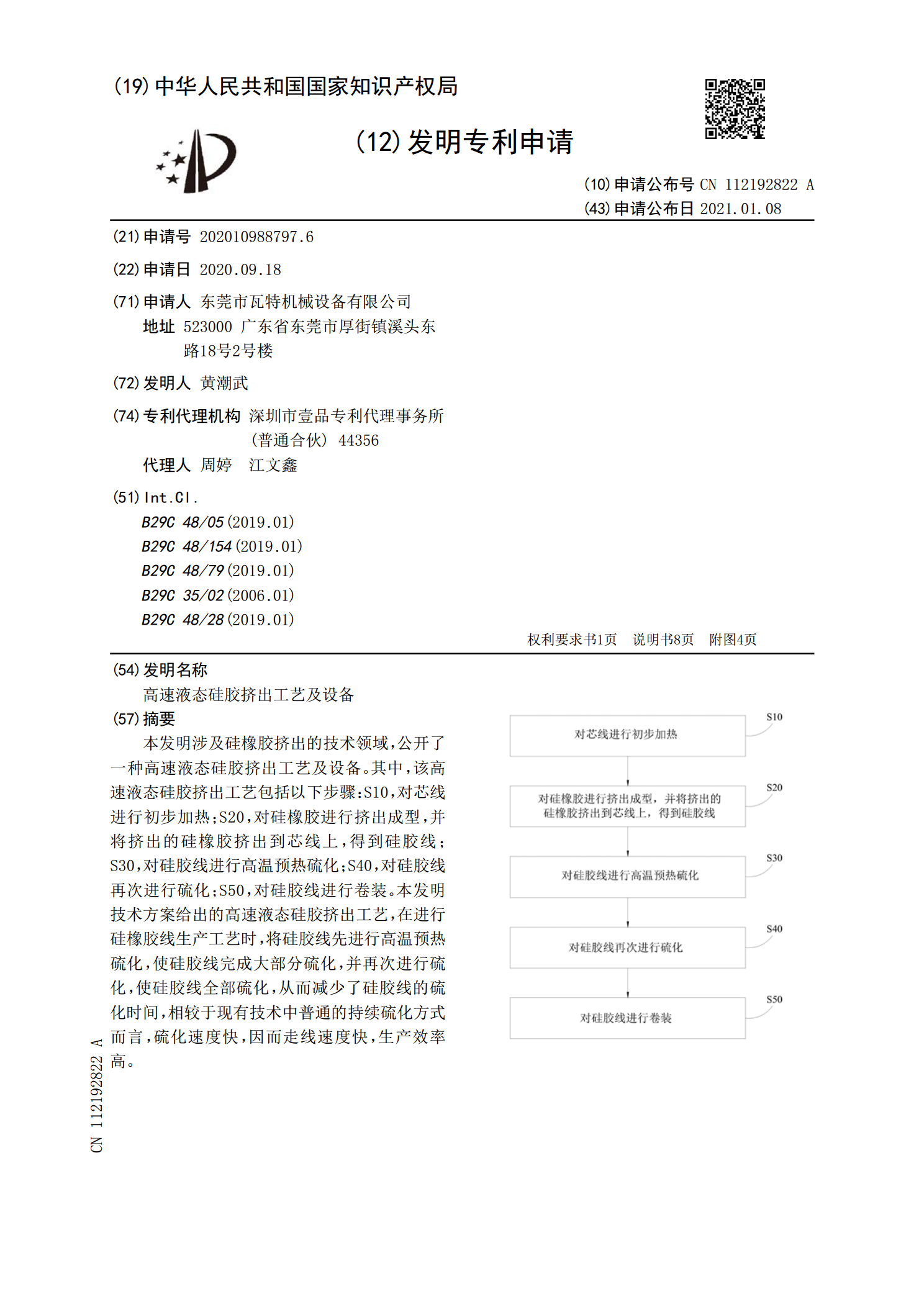
本发明涉及硅橡胶挤出的技术领域,公开了一种高速液态硅胶挤出工艺及设备。其中,该高速液态硅胶挤出工艺包括以下步骤:S10,对芯线进行初步加热;S20,对硅橡胶进行挤出成型,并将挤出的硅橡胶挤出到芯线上,得到硅胶线;S30,对硅胶线进行高温预热硫化;S40,对硅胶线再次进行硫化;S50,对硅胶线进行卷装。本发明技术方案给出的高速液态硅胶挤出工艺,在进行硅橡胶线生产工艺时,将硅胶线先进行高温预热硫化,使硅胶线完成大部分硫化,并再次进行硫化,使硅胶线全部硫化,从而减少了硅胶线的硫化时间,相较于现有技术中普通的持续
液态硅胶挤出成型机.pdf
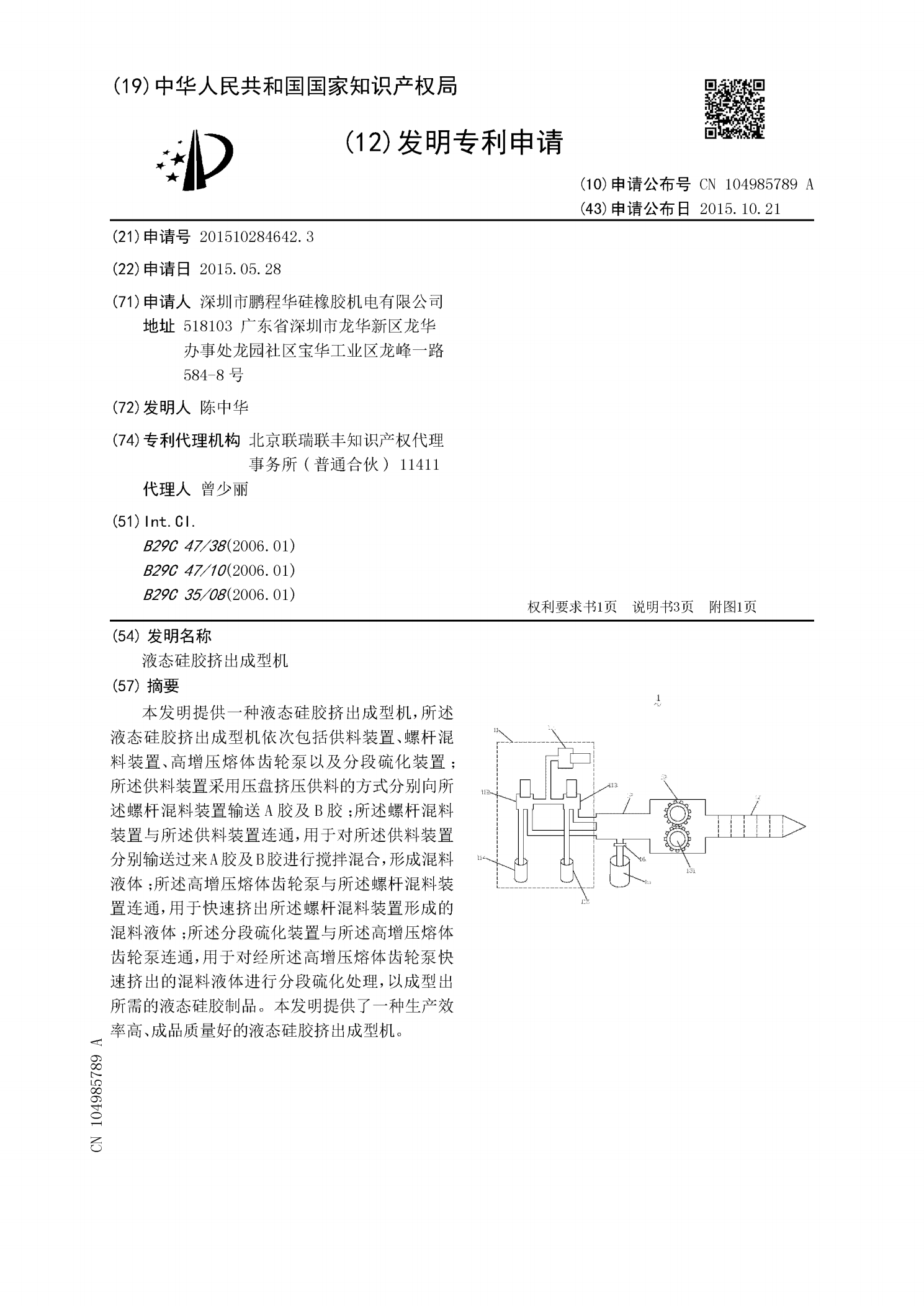
本发明提供一种液态硅胶挤出成型机,所述液态硅胶挤出成型机依次包括供料装置、螺杆混料装置、高增压熔体齿轮泵以及分段硫化装置;所述供料装置采用压盘挤压供料的方式分别向所述螺杆混料装置输送A胶及B胶;所述螺杆混料装置与所述供料装置连通,用于对所述供料装置分别输送过来A胶及B胶进行搅拌混合,形成混料液体;所述高增压熔体齿轮泵与所述螺杆混料装置连通,用于快速挤出所述螺杆混料装置形成的混料液体;所述分段硫化装置与所述高增压熔体齿轮泵连通,用于对经所述高增压熔体齿轮泵快速挤出的混料液体进行分段硫化处理,以成型出所需的液

液态硅胶材料与LIM工艺介绍演示教学.ppt
液态硅胶与LIM工艺介绍目录1、液态硅胶材料性能介绍硅胶原材料硅胶分类LSR含义LSR的加成反应LSR的化学结构LSR性能特点LSR性能特点——耐温LSR性能特点——耐热性LSR性能特点——耐寒性LSR性能特点——耐温LSR性能特点——耐温LSR性能特点——耐化学溶剂、油性液态硅胶与固态硅胶的区别液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性2、LIM工艺介绍LIM成型条件液态硅胶生产设备液态硅胶生

液态硅胶材料与LIM工艺介绍ppt课件.ppt
液态硅胶与LIM工艺介绍目录1、液态硅胶材料性能介绍硅胶原材料硅胶分类LSR含义LSR的加成反应LSR的化学结构LSR性能特点LSR性能特点——耐温LSR性能特点——耐热性LSR性能特点——耐寒性LSR性能特点——耐温LSR性能特点——耐温LSR性能特点——耐化学溶剂、油性液态硅胶与固态硅胶的区别液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性液态硅胶的物性2、LIM工艺介绍LIM成型条件液态硅胶生产设备液态硅胶生
一种液态硅胶成型设备.pdf
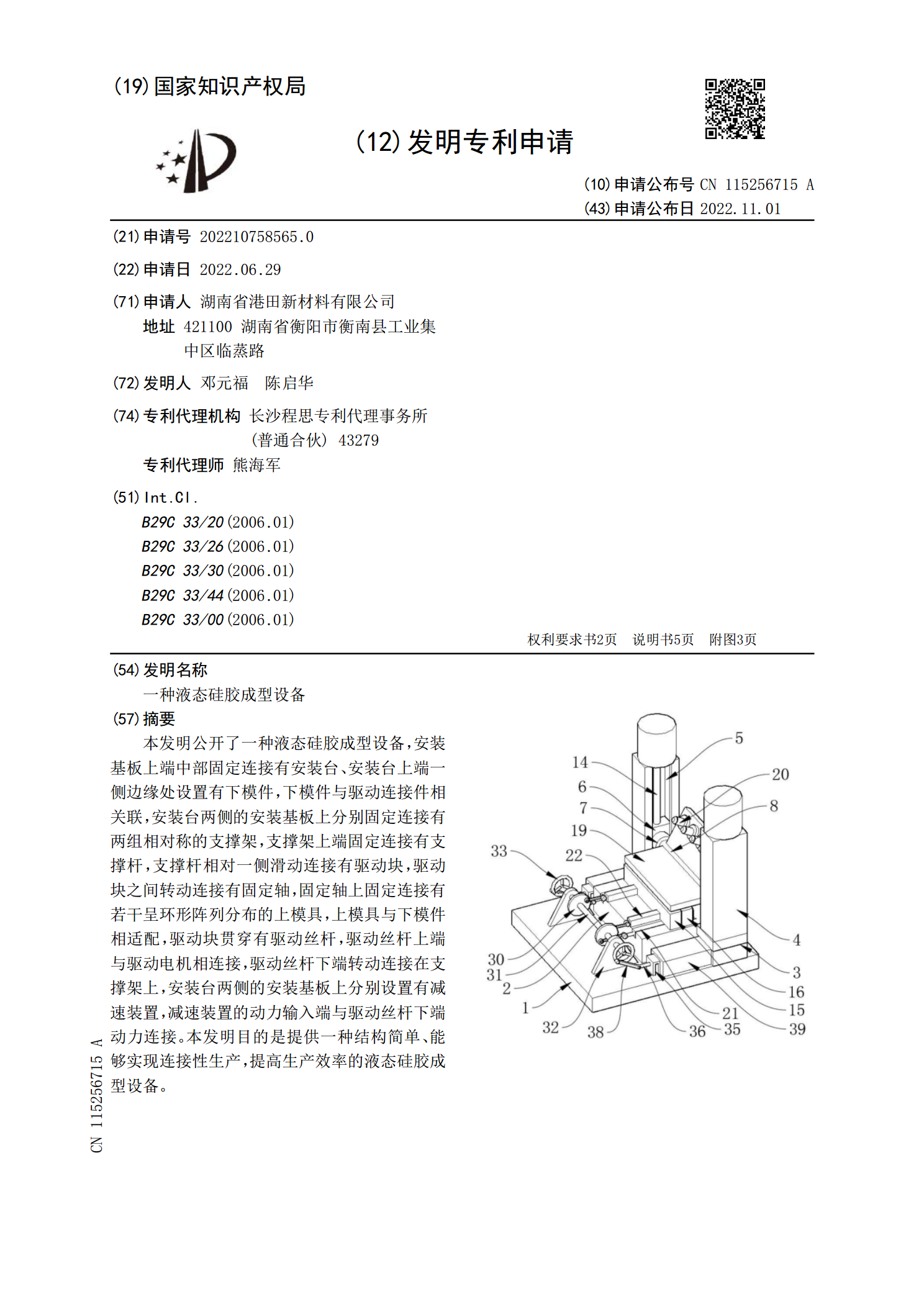
本发明公开了一种液态硅胶成型设备,安装基板上端中部固定连接有安装台、安装台上端一侧边缘处设置有下模件,下模件与驱动连接件相关联,安装台两侧的安装基板上分别固定连接有两组相对称的支撑架,支撑架上端固定连接有支撑杆,支撑杆相对一侧滑动连接有驱动块,驱动块之间转动连接有固定轴,固定轴上固定连接有若干呈环形阵列分布的上模具,上模具与下模件相适配,驱动块贯穿有驱动丝杆,驱动丝杆上端与驱动电机相连接,驱动丝杆下端转动连接在支撑架上,安装台两侧的安装基板上分别设置有减速装置,减速装置的动力输入端与驱动丝杆下端动力连接。