
一种环保低烟无卤阻燃线缆外护套料及其制备方法.pdf

是你****松呀


1/8

2/8

3/8
4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种环保低烟无卤阻燃线缆外护套料及其制备方法.pdf
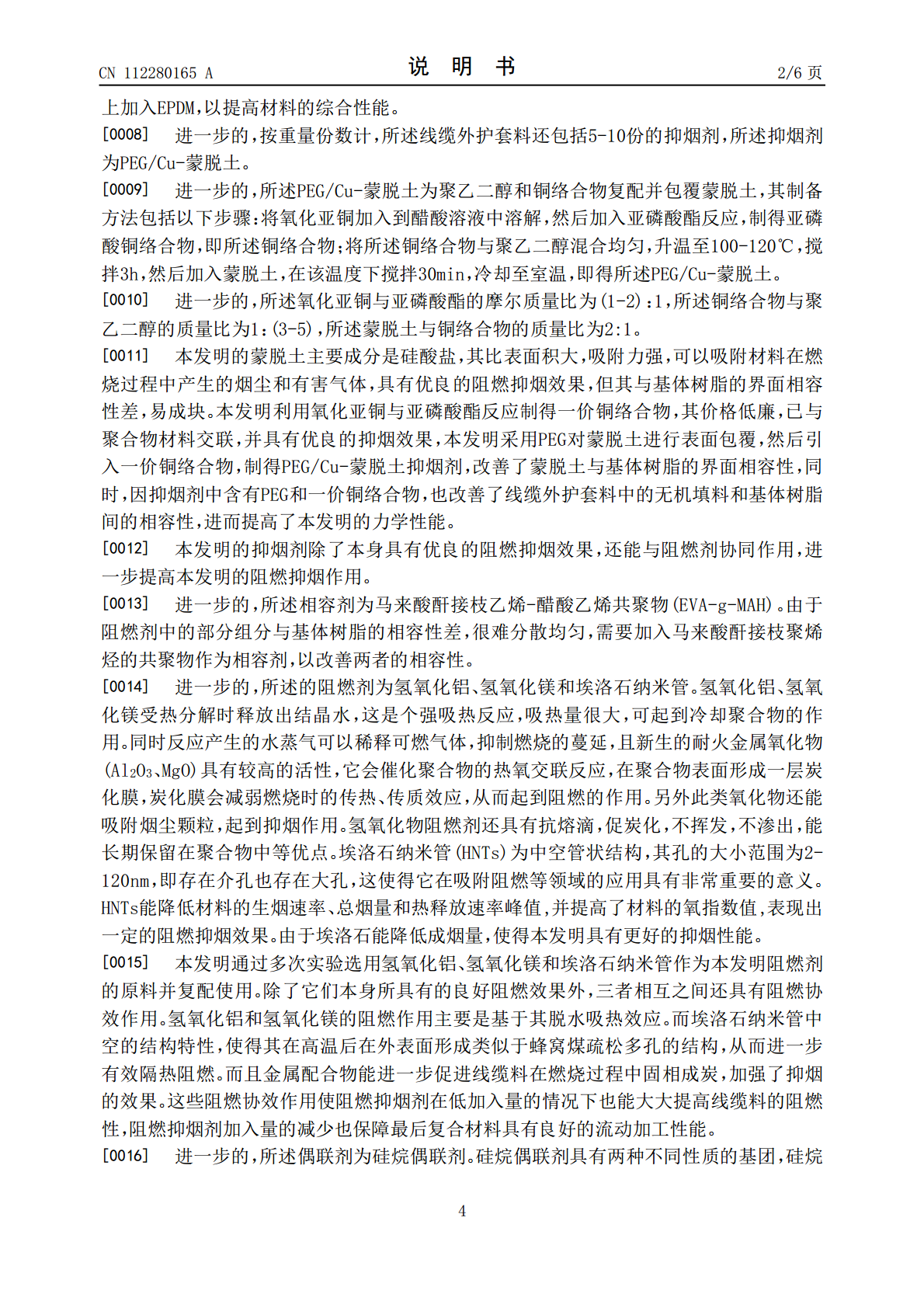
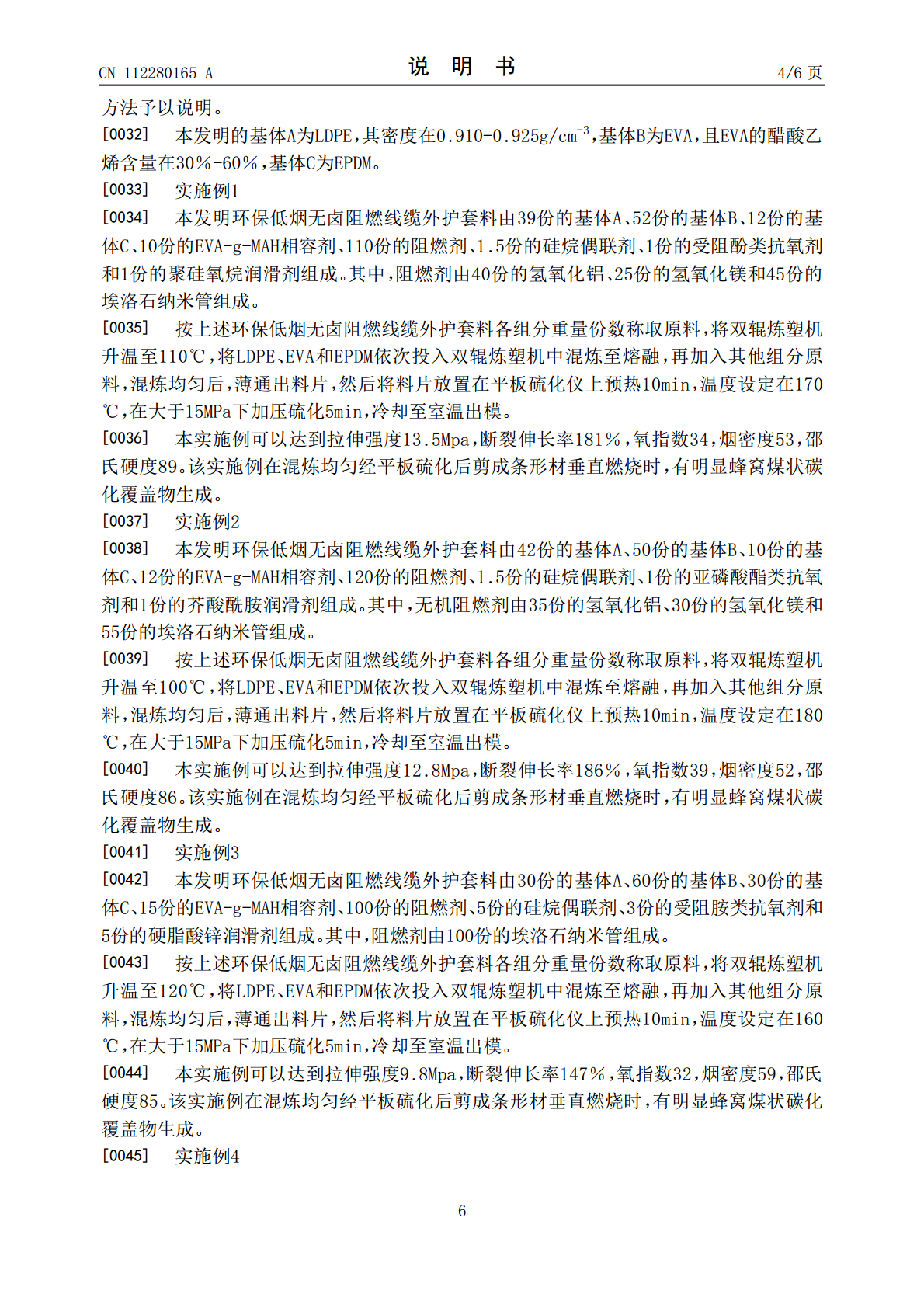
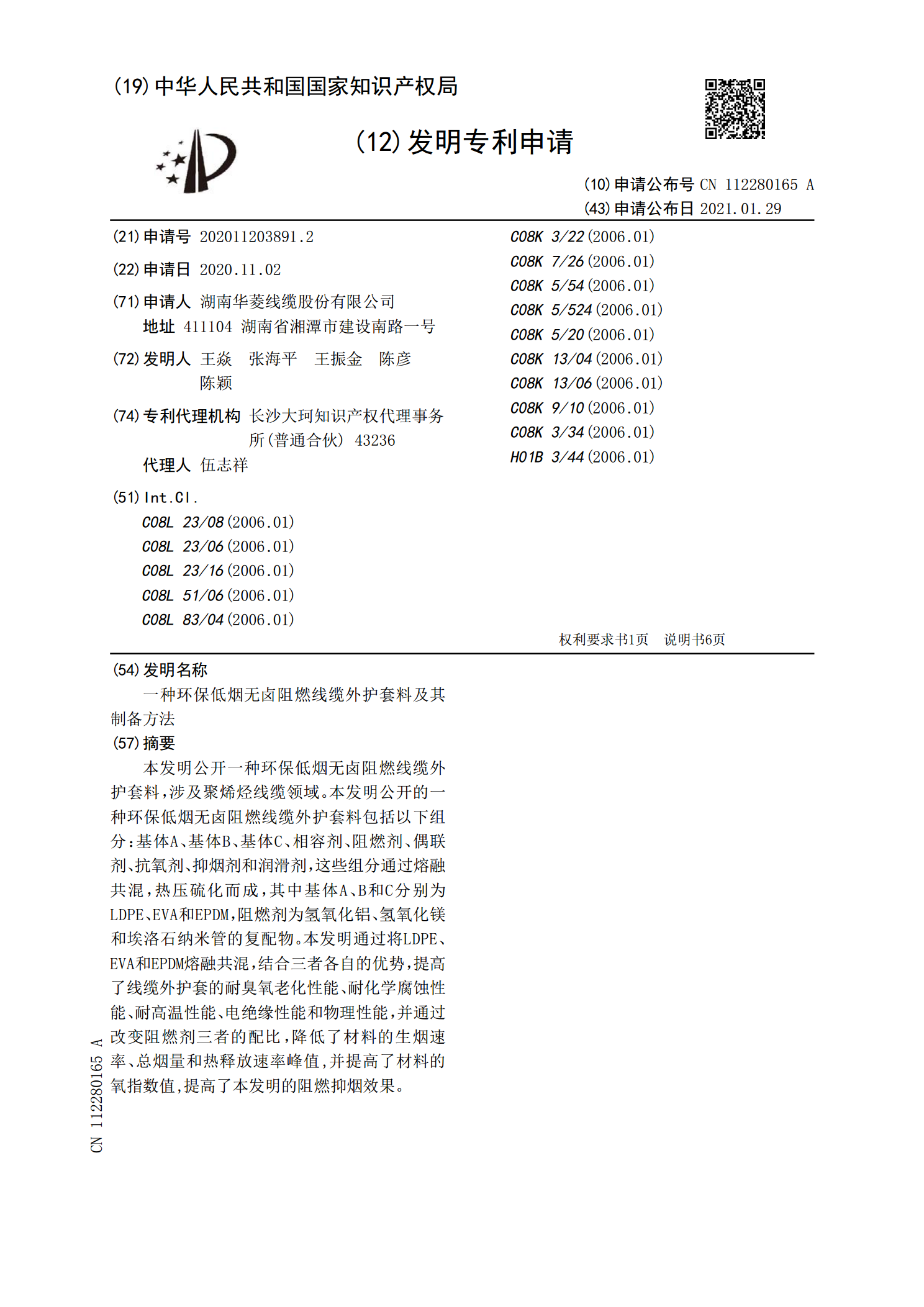
本发明公开一种环保低烟无卤阻燃线缆外护套料,涉及聚烯烃线缆领域。本发明公开的一种环保低烟无卤阻燃线缆外护套料包括以下组分:基体A、基体B、基体C、相容剂、阻燃剂、偶联剂、抗氧剂、抑烟剂和润滑剂,这些组分通过熔融共混,热压硫化而成,其中基体A、B和C分别为LDPE、EVA和EPDM,阻燃剂为氢氧化铝、氢氧化镁和埃洛石纳米管的复配物。本发明通过将LDPE、EVA和EPDM熔融共混,结合三者各自的优势,提高了线缆外护套的耐臭氧老化性能、耐化学腐蚀性能、耐高温性能、电绝缘性能和物理性能,并通过改变阻燃剂三者的配比

耐粘低烟无卤阻燃护套料及其制备方法.pdf
本发明公开了一种耐粘低烟无卤阻燃护套料,包括以下重量份的成分:基体树脂A:20~25份、基体树脂B:2~6份、基体树脂C:3~5份、相容剂:3~6份、润滑剂:2~3份、着色剂:2~4份、抗氧剂:0.3~0.8份、无机阻燃料:50~60份、偶联剂:0.4~0.7份、晒干的接骨木草的花:3~4份。本发明提供的这种耐粘低烟无卤阻燃护套料其阻燃性能好,且燃烧时烟密度小,同时在具备这些性能的前提下,还具备有不粘性,可防止缆与缆之间的粘连,在摩擦后也不会变白,不会留下摩擦痕迹。另外,在配方中加入接骨木草的花,可达到长
一种抗震低烟无卤阻燃电缆护套料及其制备方法和应用.pdf
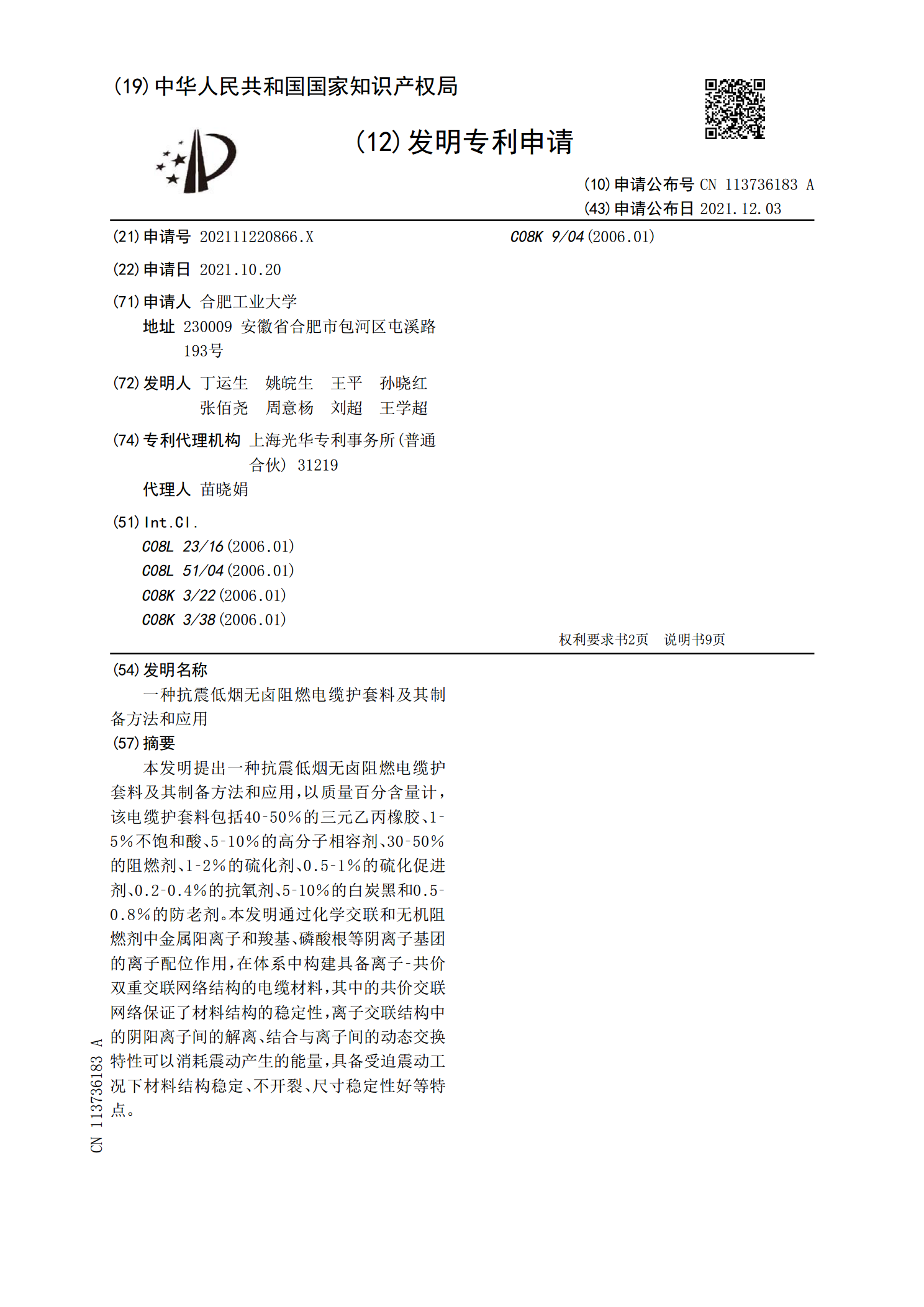
本发明提出一种抗震低烟无卤阻燃电缆护套料及其制备方法和应用,以质量百分含量计,该电缆护套料包括40‑50%的三元乙丙橡胶、1‑5%不饱和酸、5‑10%的高分子相容剂、30‑50%的阻燃剂、1‑2%的硫化剂、0.5‑1%的硫化促进剂、0.2‑0.4%的抗氧剂、5‑10%的白炭黑和0.5‑0.8%的防老剂。本发明通过化学交联和无机阻燃剂中金属阳离子和羧基、磷酸根等阴离子基团的离子配位作用,在体系中构建具备离子‑共价双重交联网络结构的电缆材料,其中的共价交联网络保证了材料结构的稳定性,离子交联结构中的阴阳离子间

一种新型低烟无卤阻燃电缆料制备方法.pdf
本发明公开了一种新型低烟无卤阻燃电缆料制备方法,包括以下步骤:将电缆料原料按照重量份数混合均匀;将混合均匀的原料经进料管倒入造粒机中进行造粒;造粒完成后从出料槽流出进行包装即可。本发明具有以下效果:通过推进转杆输送原料使得原料的推动过程持续进行,不需要人为的干预,通过交错设置的通槽,使得冷却腔内的水流呈螺旋状流动,使得冷却水流在冷却腔内的停留时间增长,进而使得冷却水流能够更加充分的吸收热量,提高整体的冷却效率。

一种环保型低烟无卤高阻燃护套料.pdf
本发明涉及护套料技术领域,更具体地,本发明涉及一种环保型低烟无卤高阻燃护套料及其制备方法。本发明第一个方面提供了一种低烟无卤高阻燃的护套料,按重量份计算,所述低烟无卤高阻燃的护套料至少包括:5~15份乙烯‑醋酸乙烯共聚物、15~35份含有双键的有机酸酐接枝无卤聚烯烃、45~70份水合金属氧化物、5~20份改性聚丙烯酸、1~5份润滑剂、1~5份颜料,其中,所述改性聚丙烯酸的原料包括聚丙烯酸、三聚氰胺氰尿酸、含有氨基和羧基的酰胺。