
45_钢的激光表面淬火的研究.pdf

as****16


1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
45_钢的激光表面淬火的研究.pdf
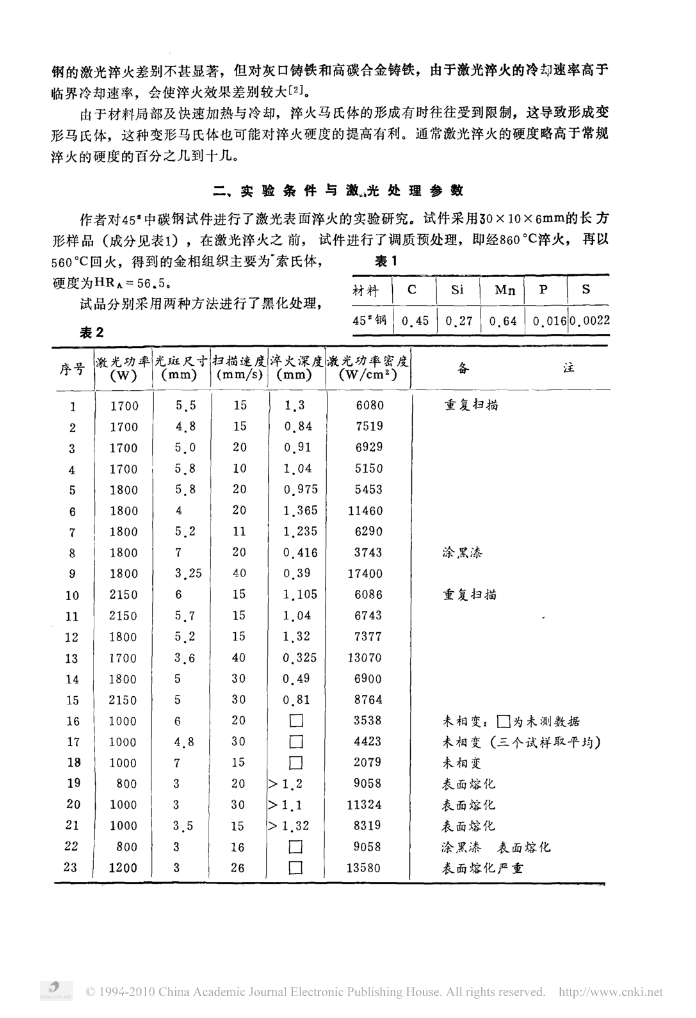
兵客经、尤年第期‘钢的激光表面淬火的研究郑启光马兆安一、引言激光表面淬火是应用激光具有高亮度的特性,把激光作为热源。用激光辐射到金属材料表面,并使表面薄层吸收这些激光能量。当激光束很快扫过金属表面时,热从表面传到基体,并使表层材料达到金属相变或熔化温度,从而完成激光淬火。激光表面淬火具有快速加热,快速冷却等独特优点。控制激光辐射区的功率密度和工件扫描速度,就可达到材料的相变硬化、熔化凝固、表面合金化等。激光表面淬火的温度可近似用一维热源模型的热传导方程求解·“」,八‘、二丁,丝瞬时气,一下于一二、了兀式中

60Si2Mn钢激光表面淬火及回火的研究.docx
60Si2Mn钢激光表面淬火及回火的研究1.引言钢材是一种重要的工业原材料,广泛应用于机械、制造、建筑等各个领域。钢材的性能直接影响到最终产品的质量和使用寿命。因此,钢材的加工工艺非常重要,可以通过不同的加工工艺使钢材具有不同的性能。近年来,激光表面淬火技术已经成为钢材加工领域的重要研究方向。激光表面淬火可以提高钢材的硬度、强度、耐磨性等性能,提高钢材的耐久性和使用寿命。在激光表面淬火后,经常需要进行回火处理,以改善其脆性和塑性,使其更加适合使用。本文主要研究60Si2Mn钢激光表面淬火及回火处理的相关工

碳素结构钢和Cr12MoV钢的激光表面淬火研究的综述报告.docx
碳素结构钢和Cr12MoV钢的激光表面淬火研究的综述报告概述随着工业制造技术的不断发展,表面淬火技术在提高钢制工件表面硬度、磨损性、疲劳寿命等方面显示出了广泛的应用前景。其中,激光表面淬火技术作为一种灵活、高效、定向性好、非接触式处理方式,已经逐渐成为表面淬火的主流技术之一。在钢材种类上,碳素结构钢和Cr12MoV钢是广泛应用于机械加工、切割工具等领域的重要材料,本文将针对这两种钢材的激光表面淬火研究进行综述。碳素结构钢的激光表面淬火研究碳素结构钢由于其低成本、耐磨性能好等特点,在工业应用中得到了广泛的应

激光表面淬火工艺的研究与应用.docx
激光表面淬火工艺的研究与应用激光表面淬火工艺的研究与应用摘要:激光表面淬火工艺是一种利用激光能量对工件表面进行加热和冷却的先进淬火技术。本文通过综述激光表面淬火工艺的原理、方法和应用,对其研究和应用进行了探讨。激光表面淬火工艺具有淬火速度快、变形小、硬化层厚、硬度高等优点,在金属制造、航空航天、汽车制造和冶金等领域具有广泛的应用前景。1.引言激光表面淬火工艺是一种通过激光能量对材料表面进行局部加热和快速冷却,以达到提高材料表面硬度和耐磨性的目的的工艺技术。相比传统的表面淬火工艺,激光表面淬火具有热处理过程

钢的表面淬火.ppt
钢的表面热处理本章内容§1感应加热的基本原理△X=△时,在此深度内电流产生的热量占全部热量的85%~90%,因此将这一距离定义为加热层深度。△=50300√ρ/μf(mm)ρ-电阻率μ-相时导磁率ρ随温度升高而升高μ随温度升高而随降低在居里温度(770℃)以上降为1因此低温时电流透入深度小,高温时电流透入深度大。在20℃时:在800℃时:根据加热电流频率的不同,可分为:高频加热250kHz淬硬层0.5~3mm超音频加热30KHz淬硬层1~4mm中频加热2.5~8KHz淬硬层3~10mm工频加热50Hz淬硬