
高频淬火和激光淬火区别.docx

qw****27


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高频淬火和激光淬火区别.docx
高频淬火和激光淬火区别新闻来源:点击数:208更新时间:2010-3-2高频淬火和激光淬火区别激光淬火技术及应用激光淬火技术,是利用聚焦后的激光束快速加热钢铁材料表面,使其发生相变,形成马氏体淬硬层的过程。激光淬火的功率密度高,冷却速度快,不需要水或油等冷却介质,是清洁、快速的淬火工艺。与感应淬火、火焰淬火、渗碳淬火工艺相比,激光淬火淬硬层均匀,硬度高(一般比感应淬火高1-3HRC),工件变形小,加热层深度和加热轨迹容易控制,易于实现自动化,不需要象感应淬火那样根据不同的零件尺寸设计相应的感应线圈,对大型

高频淬火和中频淬火的区别.doc
高频淬火和中频淬火的区别1、高频淬火淬硬层浅(1.5~2mm)、硬度高、工件不易氧化、变形小、淬火质量好、生产效率高,适用于摩擦条件下工作的零件,如一般较小的齿轮、轴类(所用材料为45号钢、40Cr);2、中频淬火淬硬层较深(3~5mm),适用于承受扭曲、压力负荷的零件,如曲轴、大齿轮、磨床主轴等(所用材料为45号钢、40Cr、9Mn2V和球墨铸铁)。感应加热表面淬火,是利用电磁感应、集肤效应、涡流和电阻热等电磁原理,使工件表层快速加热,并快速冷却的热处理工艺感应加热表面淬火时,将工件放在铜管制成的感应器

高频淬火和中频淬火的区别(交流).doc
高频淬火和中频淬火的区别1、高频淬火淬硬层浅(1.5~2mm)、硬度高、工件不易氧化、变形小、淬火质量好、生产效率高,适用于摩擦条件下工作的零件,如一般较小的齿轮、轴类(所用材料为45号钢、40Cr);2、中频淬火淬硬层较深(3~5mm),适用于承受扭曲、压力负荷的零件,如曲轴、大齿轮、磨床主轴等(所用材料为45号钢、40Cr、9Mn2V和球墨铸铁)。感应加热表面淬火,是利用电磁感应、集肤效应、涡流和电阻热等电磁原理,使工件表层快速加热,并快速冷却的热处理工艺感应加热表面淬火时,将工件放在铜管制成的感应器

高频淬火和中频淬火的区别[1].doc
高频淬火和中频淬火的区别1、高频淬火淬硬层浅(1.5~2mm)、硬度高、工件不易氧化、变形小、淬火质量好、生产效率高,适用于摩擦条件下工作的零件,如一般较小的齿轮、轴类(所用材料为45号钢、40Cr);2、中频淬火淬硬层较深(3~5mm),适用于承受扭曲、压力负荷的零件,如曲轴、大齿轮、磨床主轴等(所用材料为45号钢、40Cr、9Mn2V和球墨铸铁)。感应加热表面淬火,是利用电磁感应、集肤效应、涡流和电阻热等电磁原理,使工件表层快速加热,并快速冷却的热处理工艺感应加热表面淬火时,将工件放在铜管制成的感应器
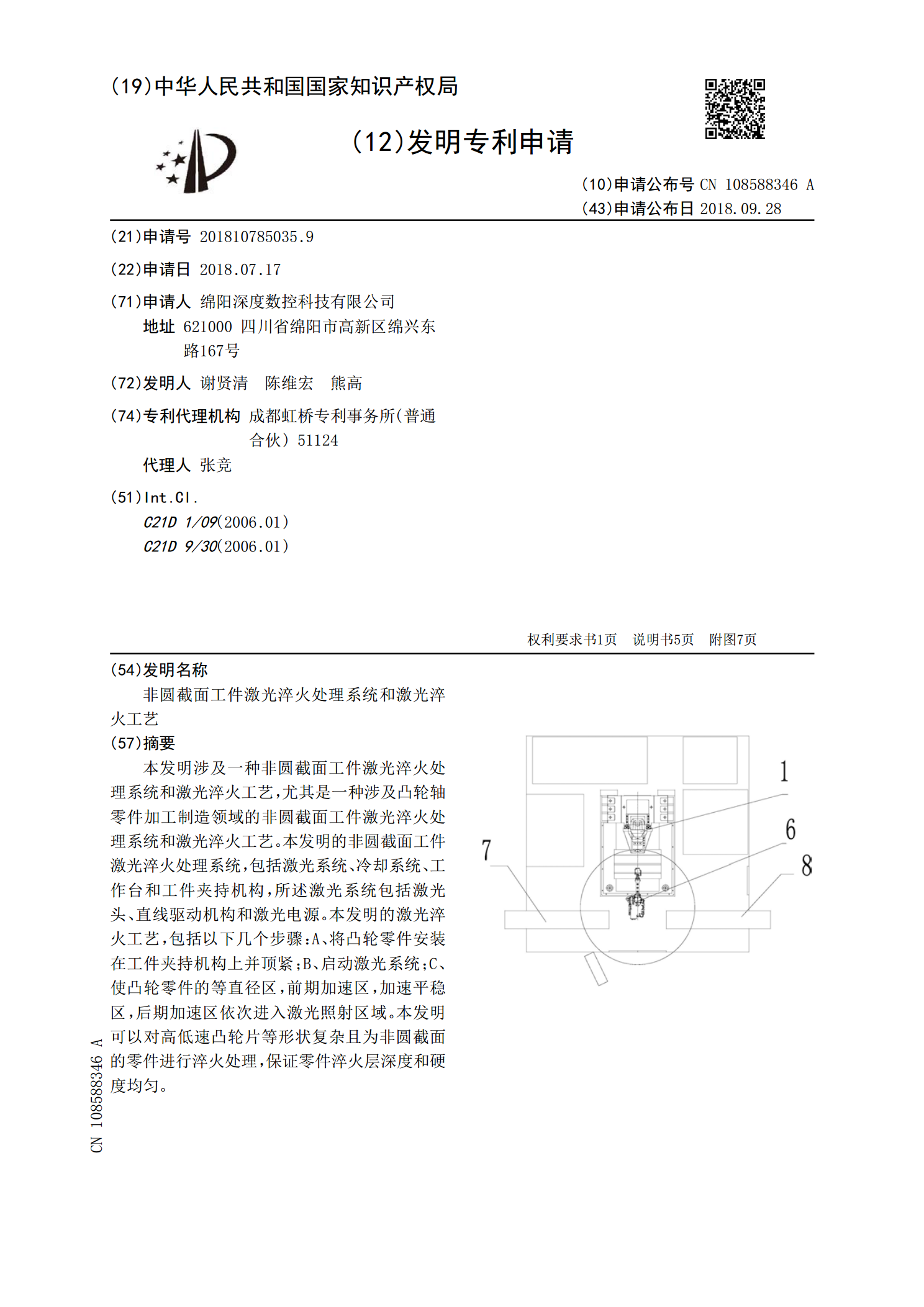
非圆截面工件激光淬火处理系统和激光淬火工艺.pdf
本发明涉及一种非圆截面工件激光淬火处理系统和激光淬火工艺,尤其是一种涉及凸轮轴零件加工制造领域的非圆截面工件激光淬火处理系统和激光淬火工艺。本发明的非圆截面工件激光淬火处理系统,包括激光系统、冷却系统、工作台和工件夹持机构,所述激光系统包括激光头、直线驱动机构和激光电源。本发明的激光淬火工艺,包括以下几个步骤:A、将凸轮零件安装在工件夹持机构上并顶紧;B、启动激光系统;C、使凸轮零件的等直径区,前期加速区,加速平稳区,后期加速区依次进入激光照射区域。本发明可以对高低速凸轮片等形状复杂且为非圆截面的零件进行