
40吨铝卷材退火炉.pdf

as****16


1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

40吨铝卷材退火炉.pdf
囤58~MC碳亿物分布b一衍射花样c一指标化盯孳2]专书母母每书书书串母奇母母母审审母母书串审书书书母幸书帝母母审母审串审母审专案审耄黧40吨铝卷材退火炉重庆皂炉厂卢盛孝李大河为配合某铝加工厂2800ram热轧改造镍铬电阻带电热器强化,调节加热、大风量工程,我厂与洛阳有色金属加工设计研究院风机强制炉气循环均温供排气系统净化、联台提供了两套装炉量各为40t的炉气强制冷却卷材、自动料车进出炉和微机控制工艺循环台车式电阻炉,供多种铝和铝合金卷材过程等先进技术。具有装炉量大、热处理周预先或中间退火使用。经运行,效

周期式铝卷材氮气退火炉智能化自诊断系统.pdf
本发明公开一种周期式铝卷材氮气退火炉智能化自诊断系统,此智能化自诊断系统主要用于循环风机、燃烧系统、炉体气密性、炉门与炉壁温升工况等单体设备的实时监测与自诊断。智能化自诊断的结果会以曲线、表格、柱状图、以及文字说明等形式自动生成设备的诊断报告,且报告能以网页形式输出,方便用户查询。通过智能化自诊断报告用户可以很好的了解炉子的使用情况、制定保养和维护计划、在线跟踪产品质量、优化生产工艺等,以保证设备的开机率和产品生产的合格率。

卷材用分批退火炉.pdf
本发明的分批退火炉具有:卷材支座,该卷材支座载放卷材的端面,以将卷材的轴立起的状态支撑卷材;内罩,该内罩覆罩该卷材支座上载放的卷材整体;冷却管,该冷却管从该内罩的上部下垂到卷材支座上载放的卷材的内周部分的空洞内,并且在自身内部流通有冷却介质,从而从内面侧冷却卷材。

一种涂层铝卷材的表面处理方法及涂层铝卷材的制备方法.pdf
本发明提供了一种涂层铝卷材的表面处理方法,包括:将铝材在碱液中进行脱脂处理后再进行酸中和处理,得到表面处理后的铝材。采用现有技术的方法对铝材表面进行处理之后,其表面的多余碱液和氢氧化铝不易清洗去除,从而降低制备得到的涂层铝卷材膜层的附着力。采用本发明提供的方法对涂层铝卷材表面进行处理,在有效去除铝材表面的油脂的基础上还能够较好的去除其表面残留的碱液和氢氧化铝,有效提高膜层的附着力,从而使得到的产品质量稳定性好。本发明还提供了一种涂层铝卷材的制备方法。
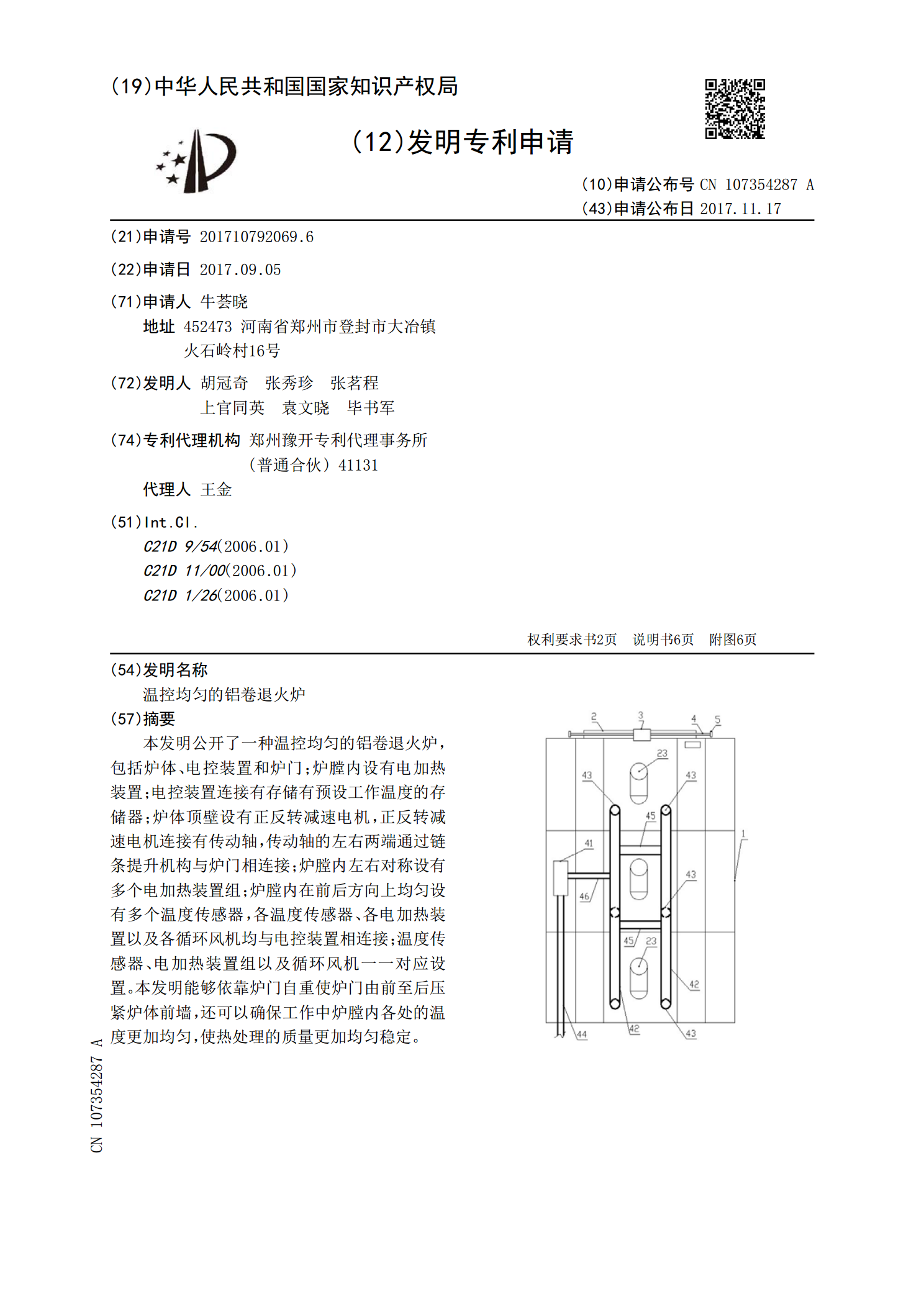
温控均匀的铝卷退火炉.pdf
本发明公开了一种温控均匀的铝卷退火炉,包括炉体、电控装置和炉门;炉膛内设有电加热装置;电控装置连接有存储有预设工作温度的存储器;炉体顶壁设有正反转减速电机,正反转减速电机连接有传动轴,传动轴的左右两端通过链条提升机构与炉门相连接;炉膛内左右对称设有多个电加热装置组;炉膛内在前后方向上均匀设有多个温度传感器,各温度传感器、各电加热装置以及各循环风机均与电控装置相连接;温度传感器、电加热装置组以及循环风机一一对应设置。本发明能够依靠炉门自重使炉门由前至后压紧炉体前墙,还可以确保工作中炉膛内各处的温度更加均匀,