
磨削加工切削液过滤净化处理.doc

kp****93


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

磨削加工切削液过滤净化处理.doc
磨削加工切削液过滤净化处理磨削加工是机械加工的最后工序,对成品的精度、性能和使用寿命有直接影响,而加工过程中冷却液对于防止工件烧伤、改善工件表面精度和粗糙度、提高工件及机床的防锈能力、延长刀具和机床的使用寿命有着非常重要的作用。因此合理使用和维护磨削液在加工过程中至关重要。1.切削液的作用在加工过程中采用湿式加工,可以大大提高刀具切削能力和使用寿命,提高产品精度,降低废品率。湿式加工采用切削液的主要优点是1)润滑作用:切削液可以润滑刀具,提高刀具的切削能力;2)冷却作用:一定流量的切削液,可以将切削热带走

切削液集中过滤系统在磨削加工中的应用.docx
切削液集中过滤系统在磨削加工中的应用切削液集中过滤系统在磨削加工中的应用磨削加工是一种常见的加工方式,用于去除工件表面的材料,并形成所需要的几何形状、尺寸和表面质量。在磨削加工过程中,切削液(coolant)是一种非常重要的媒介。它能够降低磨削表面的温度、平衡切削力、减少加工时的氧化等,从而提高加工效率、延长磨具寿命、提高磨件表面质量等。然而,切削液也会带来一些负面的影响,如对环境的污染、危害工人健康、降低切削液使用寿命等。为了解决这些问题,切削液集中过滤系统被广泛应用于磨削加工中。切削液集中过滤系统是一

一种水基切削液过滤净化再生处理系统及处理方法.pdf
本发明提供了一种水基切削液过滤净化再生处理系统及处理方法,包括支撑架、过滤罐、离心过滤机构以及磁选筛分机构。本发明提供了一种水基切削液过滤净化再生处理系统及处理方法,可以解决水基切削液过滤净化再生处理过程中所存在的以下难题:a.水基切削液在冷却和润滑刀具过程时,会使金属切削和磨加工时产生的铁屑等不同大小的金属颗粒,以及金属表面粘连的各种脏物汇聚在水基切削液中,这种水基切削液如果直接舍弃不同,会造成资源浪费,大大增加生产成本;b.传统中对水基切削液回收处理时,仅仅是对水基切削液中的铁屑进行简单的过滤,并没有

一种用于机械加工机床的切削液净化器过滤罐.pdf
本发明公开了一种用于机械加工机床的切削液净化器过滤罐,包括主体机构、驱动机构、踏板、过滤板、压簧、抵杆、导向轴、扭簧、挡板、凸块、调节机构和密封机构。本发明的有益效果是:踏板转动于主体机构侧壁并与抵杆抵触,抵杆滑动于主体机构内,压簧套接于抵杆的侧壁,且压簧两端分别连接于主体机构和抵杆,导向轴安装于抵杆两端,挡板转动于导向轴侧壁并抵触于过滤板,扭簧套接于导向轴侧壁且两端分别安装于抵杆和挡板的内壁,凸块固定于抵杆顶端并与过滤板抵触,踏板转动时挤压抵杆端部,使压簧形变时抵杆滑动,使挡板和凸块挤压过滤板抖动,从而
切削液净化处理系统.pdf
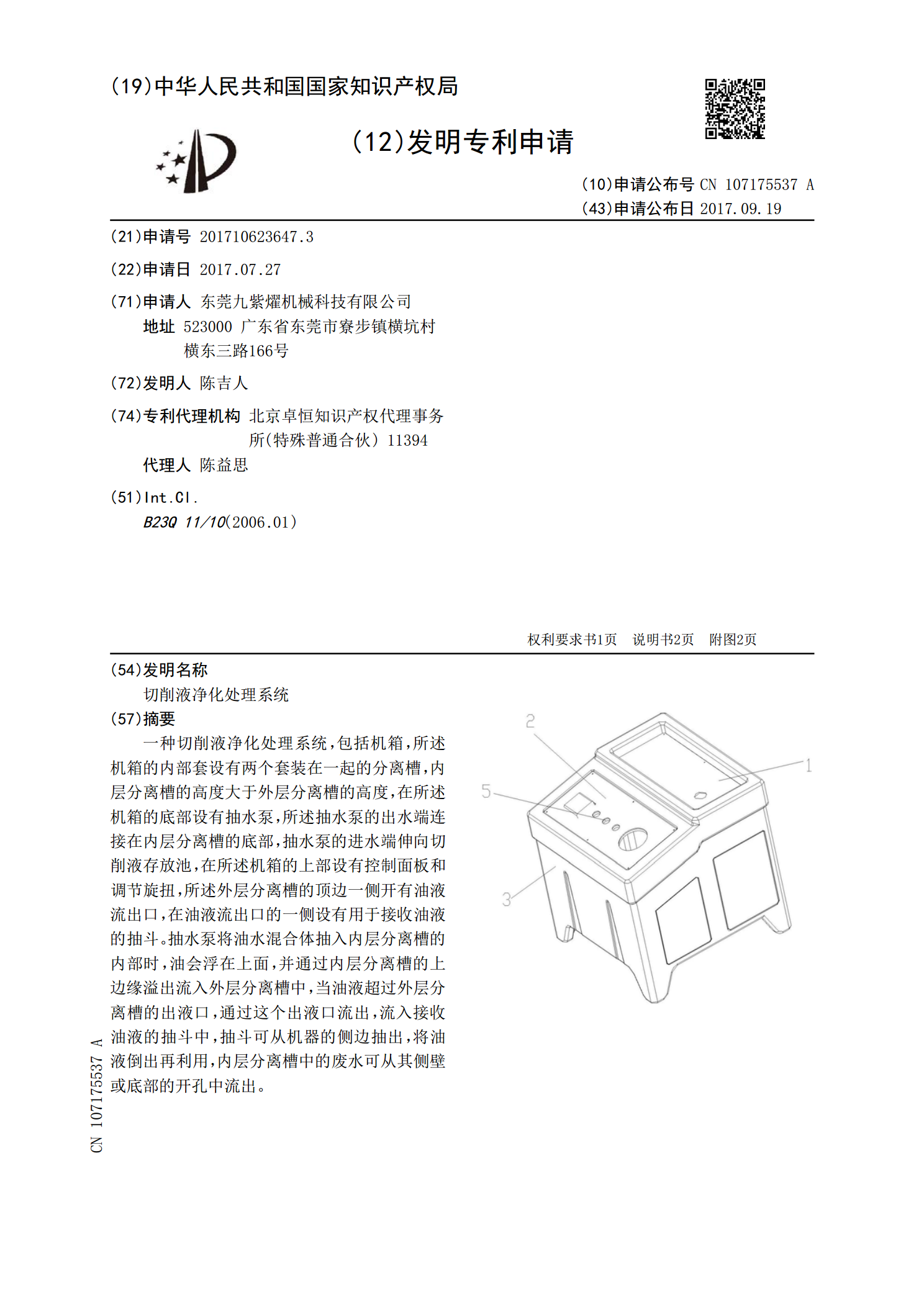
一种切削液净化处理系统,包括机箱,所述机箱的内部套设有两个套装在一起的分离槽,内层分离槽的高度大于外层分离槽的高度,在所述机箱的底部设有抽水泵,所述抽水泵的出水端连接在内层分离槽的底部,抽水泵的进水端伸向切削液存放池,在所述机箱的上部设有控制面板和调节旋扭,所述外层分离槽的顶边一侧开有油液流出口,在油液流出口的一侧设有用于接收油液的抽斗。抽水泵将油水混合体抽入内层分离槽的内部时,油会浮在上面,并通过内层分离槽的上边缘溢出流入外层分离槽中,当油液超过外层分离槽的出液口,通过这个出液口流出,流入接收油液的抽斗