
封头成形工艺.ppt

15****47


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共81页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

封头成形工艺.ppt
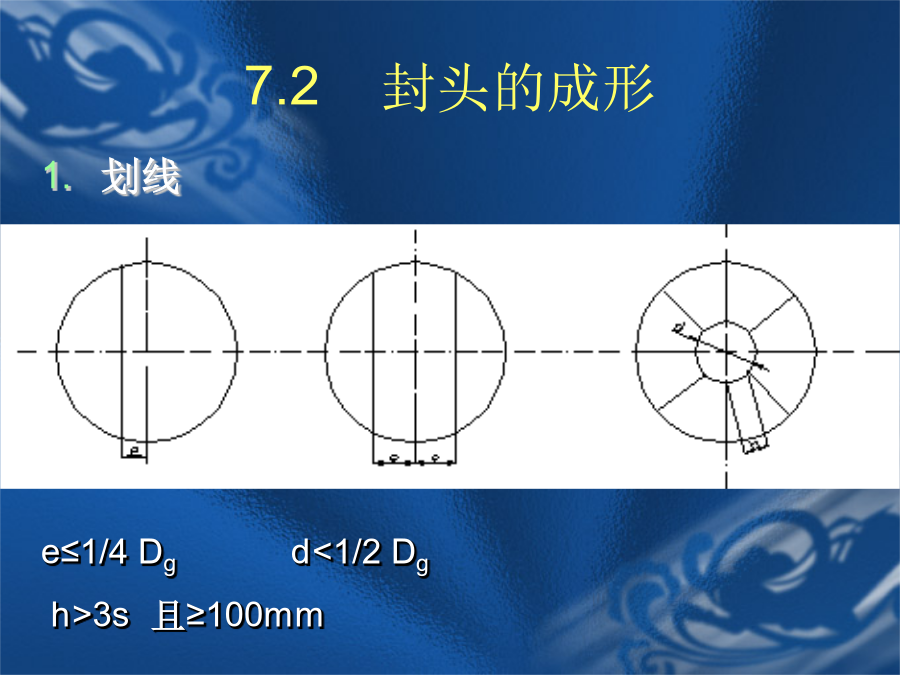
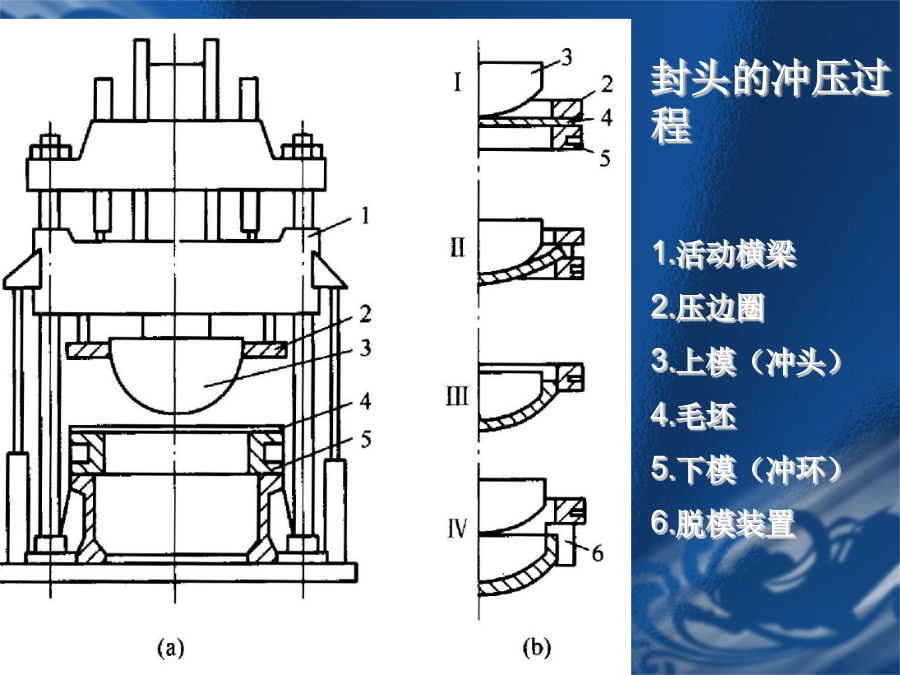
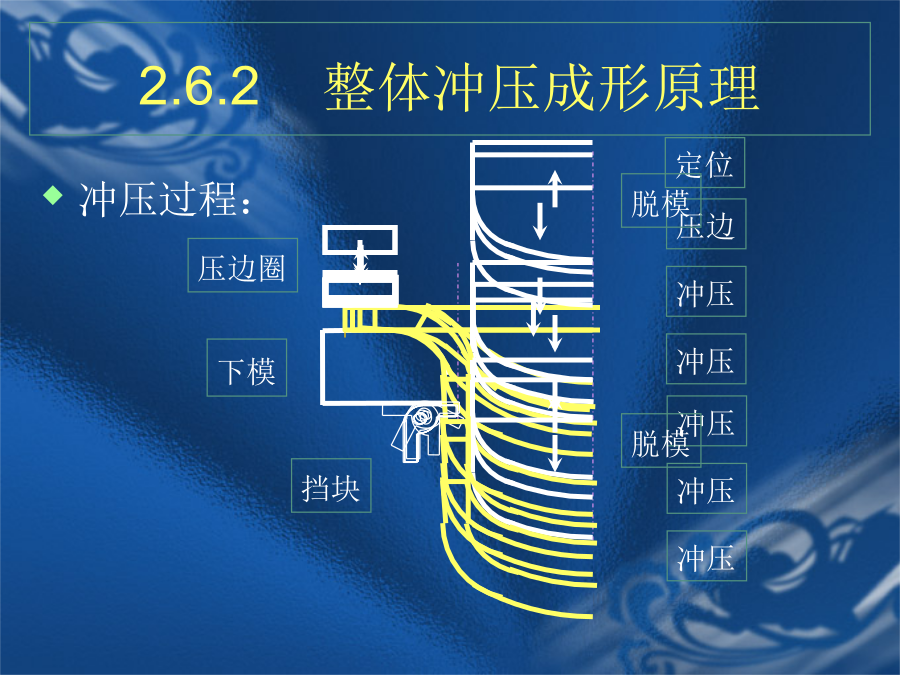
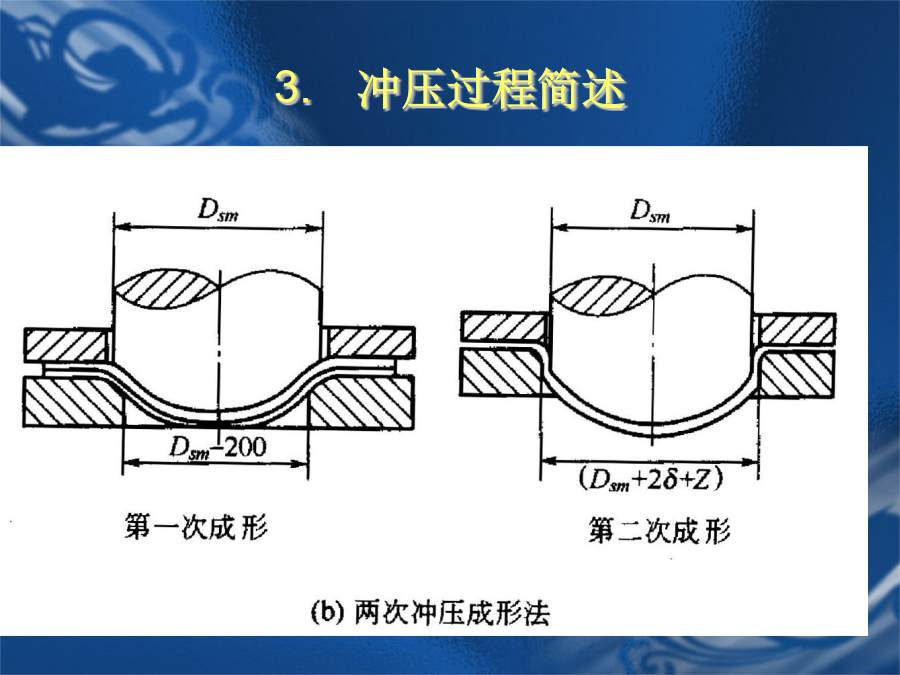
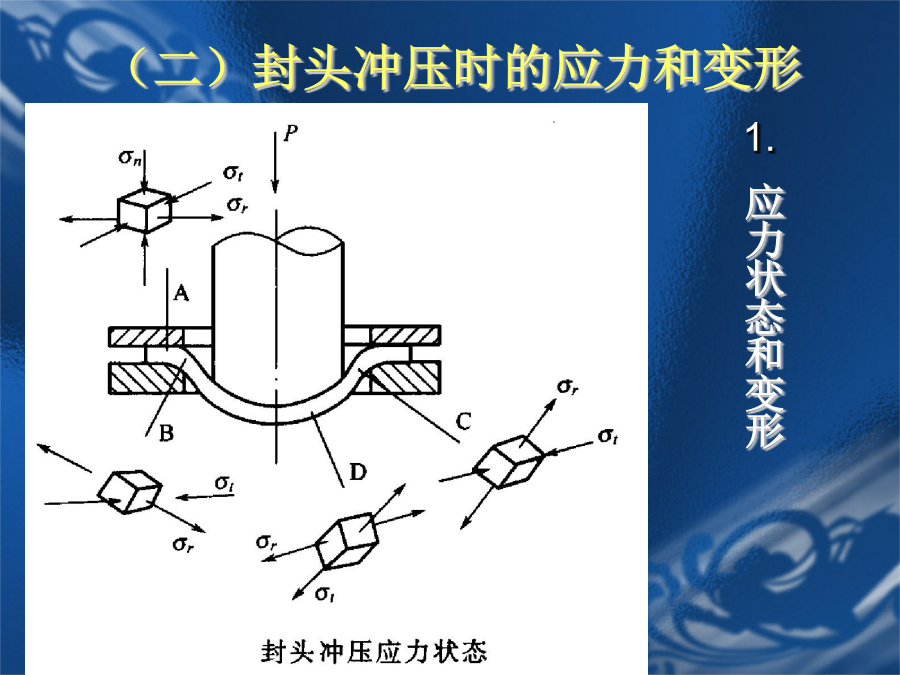
7.2封头的成形7.2封头的成形7.2封头的成形7.2封头的成形冲压过程简述2.6.2整体冲压成形原理冲压过程简述冲压过程简述(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形3.切向压缩应力的影响及折皱的产生3.切向压缩应力的影响及折皱的产生4.压边力5.冲压力的计算5.冲压力
封头成形工艺.ppt
7.2封头的成形7.2封头的成形7.2封头的成形7.2封头的成形冲压过程简述2.6.2整体冲压成形原理冲压过程简述冲压过程简述(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形(二)封头冲压时的应力和变形3.切向压缩应力的影响及折皱的产生3.切向压缩应力的影响及折皱的产生4.压边力5.冲压力的计算5.冲压力

半球薄壁封头成形工艺.docx
半球薄壁封头成形工艺半球薄壁封头成形工艺摘要:半球薄壁封头是一种常用于压力容器和石油化工设备中的封头结构,其成形工艺对于产品的质量和性能具有重要影响。本论文以半球薄壁封头成形工艺为研究对象,对封头的材料、工艺流程、成形方法等进行了详细分析和讨论,并根据实际生产中存在的问题提出了相应的解决方案。研究结果表明,科学合理的半球薄壁封头成形工艺对提高产品质量和生产效率具有重要意义。关键词:半球薄壁封头;成形工艺;质量;性能;工艺流程一、引言半球薄壁封头是一种由圆形平板经冷冲压成形而成的封头结构。它具有结构简单、容

封头爆炸成形工艺.docx
封头爆炸成形工艺封头爆炸成形工艺是一种先进的金属成形工艺,广泛应用于航空航天、石油化工、核工业等领域。它通过利用爆炸波的冲击作用,使金属板材在瞬间受到巨大的应变和塑性变形,从而实现形状复杂的封头的制造。本文旨在分析封头爆炸成形工艺的原理、特点和应用,探讨其对工业领域的影响。首先,封头爆炸成形工艺的原理是利用高速爆炸气体产生的冲击波,对金属板材进行均匀和集中的冲击,使其在瞬间产生塑性变形。传统的封头制造工艺通常需要繁琐的切割、焊接和拍扁等操作,而爆炸成形工艺能够以较低的成本实现形状复杂的封头制造,大大缩短了

平封头筒形件的成形工艺.docx
平封头筒形件的成形工艺平封头筒形件是一种常见的工程结构零部件,应用广泛于石油、化工、冶金、航空航天等领域。它的成形工艺是指将金属板材通过冲压、弯曲和焊接等工艺形成圆锥形状的工件。本文将分析平封头筒形件的成形工艺流程、工艺参数的选择以及存在的问题和解决方法等相关内容。首先,平封头筒形件的成形工艺流程主要包括以下几个步骤:板材的切割、弯曲、焊接和整形等。切割是指按照设计尺寸对板材进行切割,得到所需的尺寸和形状。弯曲是将板材通过冲压机或弯板机进行弯曲,使其成为一定角度的圆弧形状。焊接是将弯曲好的板材通过焊接工艺