
第二章 工件在夹具中的定位.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共41页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

第二章 工件在夹具中的定位.doc
第二章工件在夹具中的定位§2.1概述1.定位的概念本门课研究的是专用夹具,定位就专门研究工件在专用夹具中的定位,而专用夹具加工的是一批工件,所以定位就专门研究一批工件在专用夹具中的定位。由工艺课中所讲定位的概念来分析:定位:工件加工前,在机床或夹具中占据某一正确加工位置的过程。↓工件加工前,在夹具中占据某一正确加工位置的过程。↓指一批工件先后装到夹具中,都能占据一致正确加工位置的过程。↓一致在坐标系中就是确定定位:工件加工前,在夹具中占据“确定”、“正确”加工位置的过程。怎样才算“确定”、“正确”,是本章

工件在夹具中的定位.ppt
平面定位常用定位元件可调支承:支承工件的粗基准面,限制一个自由度。自位支承:是活动的或是浮动的,只起一个支承点的作用,只限制一个自由度。辅助支承:不作定位元件,不限制自由度,只用以增加工件在加工过程中的刚性。用定位销定位时,短圆柱销限制两个自由度;长圆柱销可以限制四个自由度;端圆锥销限制三个自由度。2.心轴几种常用的心轴结构形式如下图:过盈配合心轴,限制工件四个自由度;间隙配合心轴,限制工件五个自由度(心轴外圆部分限制四个自由度,轴肩面限制一个自由度);小锥锥度心轴,装夹工件时,通过工件孔和心轴接触表面的

工件在夹具中的定位.ppt
平面定位常用定位元件可调支承:支承工件的粗基准面,限制一个自由度。自位支承:是活动的或是浮动的,只起一个支承点的作用,只限制一个自由度。辅助支承:不作定位元件,不限制自由度,只用以增加工件在加工过程中的刚性。用定位销定位时,短圆柱销限制两个自由度;长圆柱销可以限制四个自由度;端圆锥销限制三个自由度。2.心轴几种常用的心轴结构形式如下图:过盈配合心轴,限制工件四个自由度;间隙配合心轴,限制工件五个自由度(心轴外圆部分限制四个自由度,轴肩面限制一个自由度);小锥锥度心轴,装夹工件时,通过工件孔和心轴接触表面的

工件在夹具中的定位1.pptx
第四章机床夹具原理与设计第二节工件在夹具中的定位第二节工件在夹具中的定位第二节工件在夹具中的定位第二节工件在夹具中的定位第二节工件在夹具中的定位第二节工件在夹具中的定位第二节工件在夹具中的定位常见典型定位方式及定位元件所限制的自由度常见典型定位方式及定位元件所限制的自由度常见典型定位方式及定位元件所限制的自由度常见典型定位方式及定位元件所限制的自由度常见典型定位方式及定位元件所限制的自由度第二节工件在夹具中的定位第二节工件在夹具中的定位第二节工件在夹具中的定位第二节工件在夹具中的定位第二节工件在夹具中的定
工件定位夹具.pdf
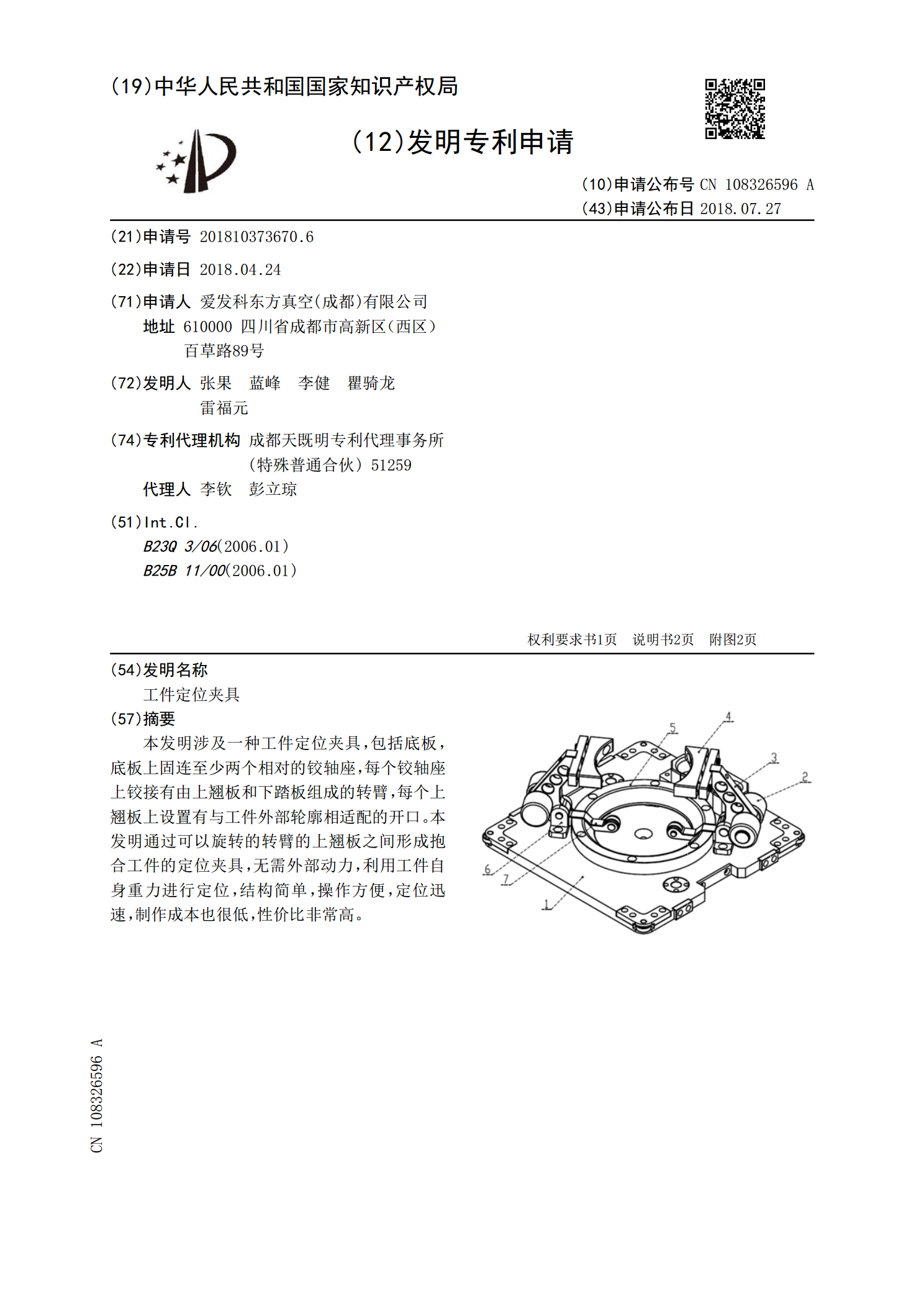
本发明涉及一种工件定位夹具,包括底板,底板上固连至少两个相对的铰轴座,每个铰轴座上铰接有由上翘板和下踏板组成的转臂,每个上翘板上设置有与工件外部轮廓相适配的开口。本发明通过可以旋转的转臂的上翘板之间形成抱合工件的定位夹具,无需外部动力,利用工件自身重力进行定位,结构简单,操作方便,定位迅速,制作成本也很低,性价比非常高。