
车床刀具的刃磨.ppt

kp****93

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
车床刀具的刃磨.ppt
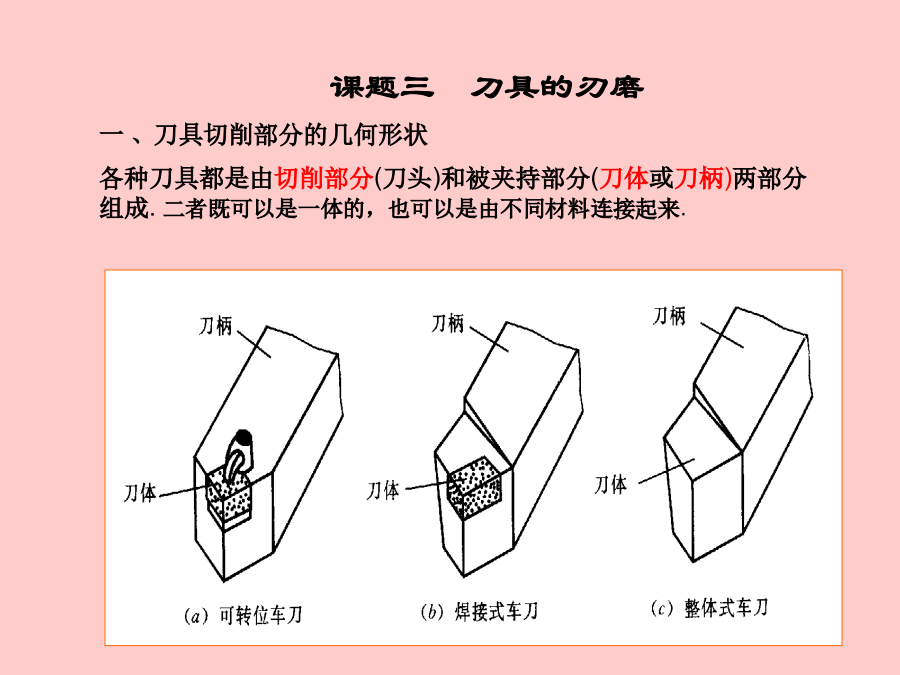
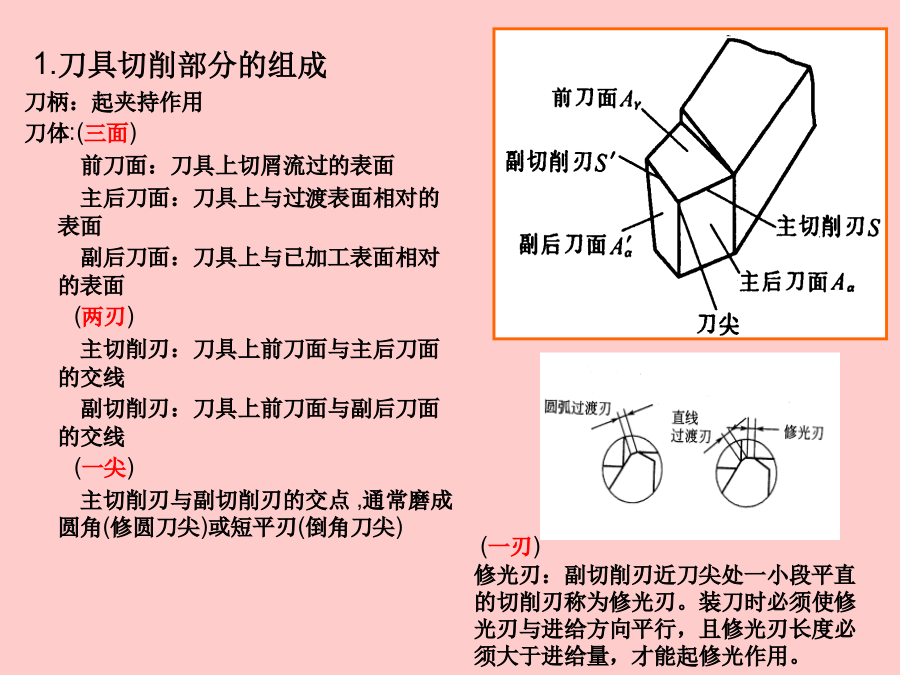
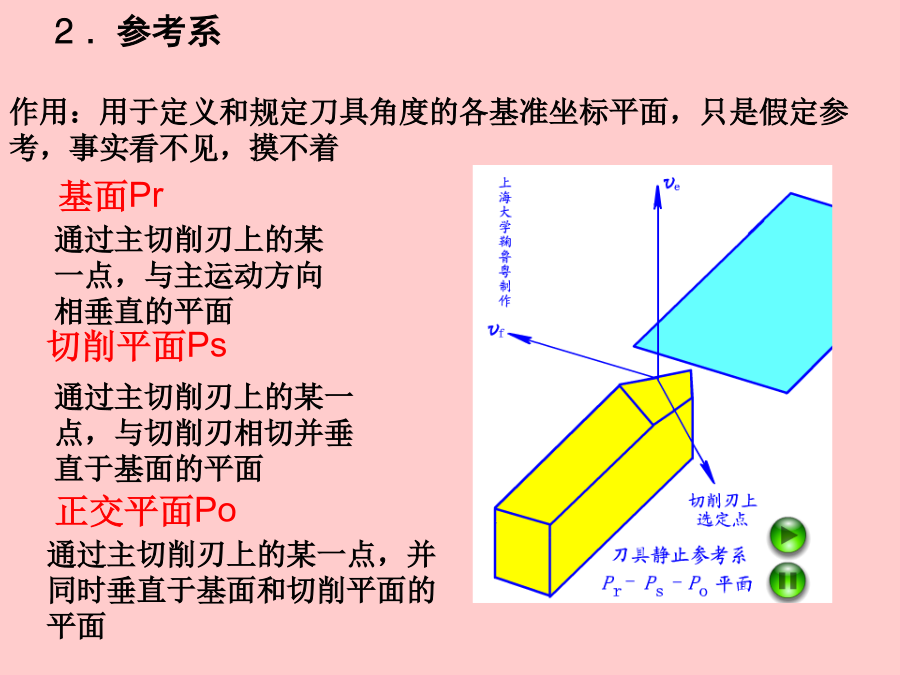
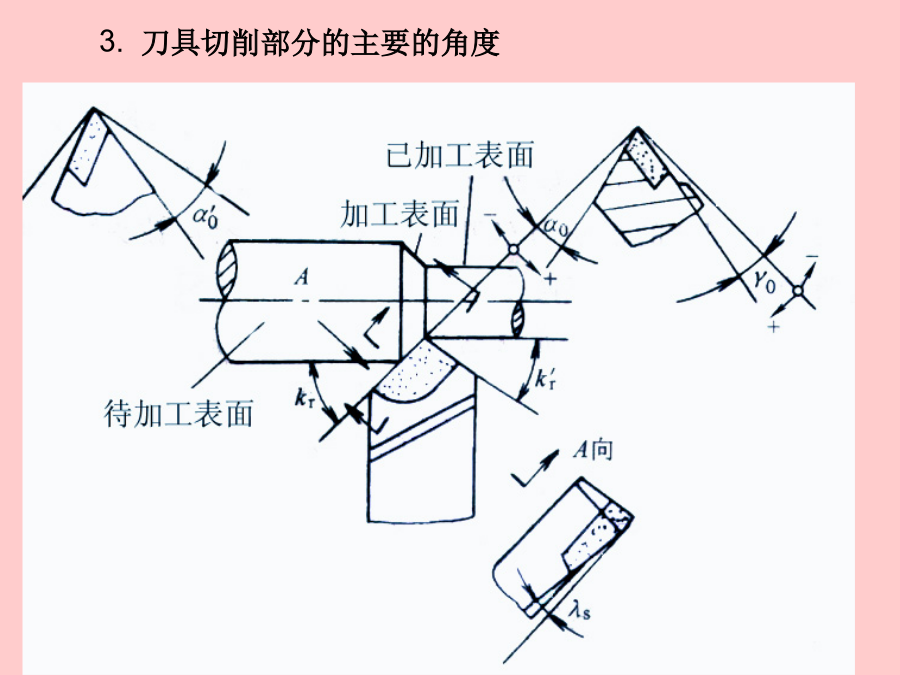
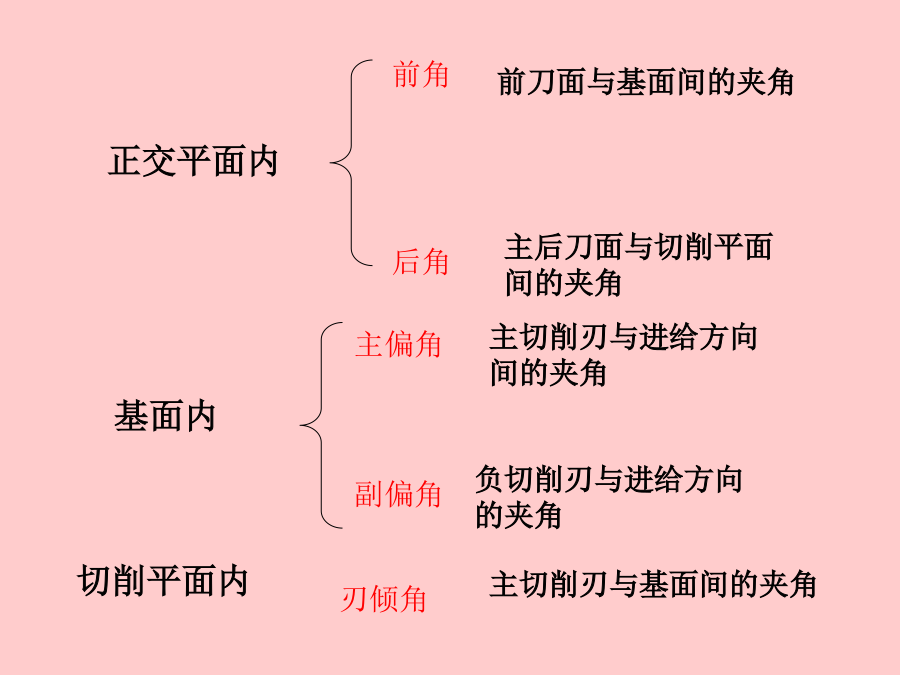
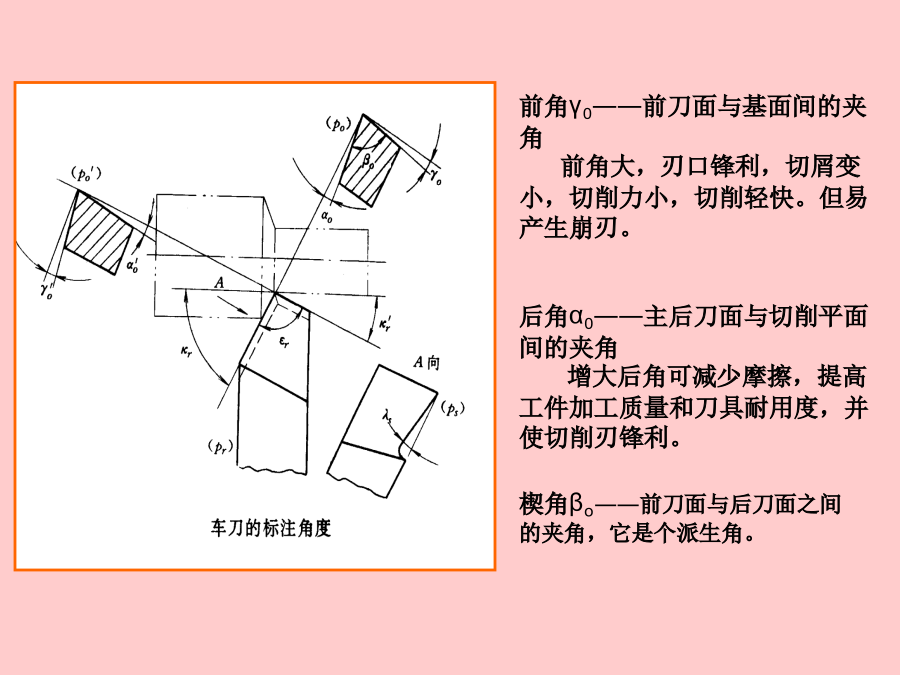
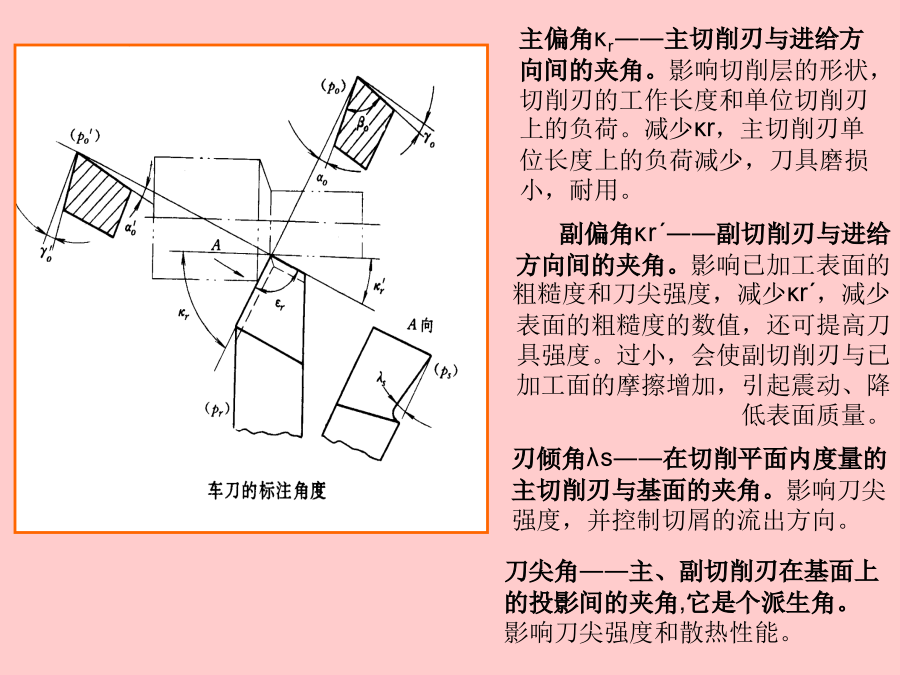
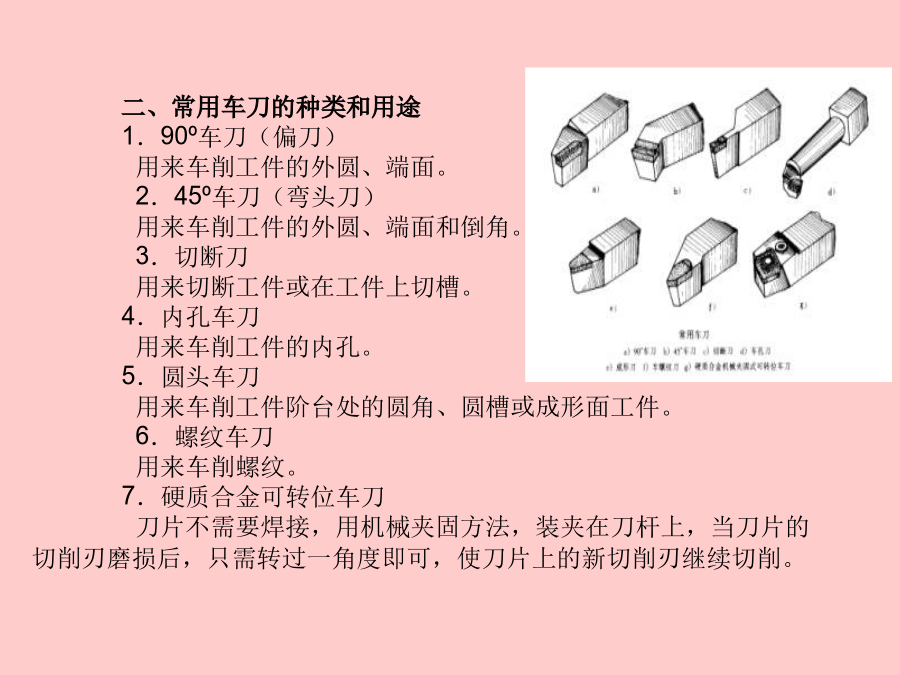
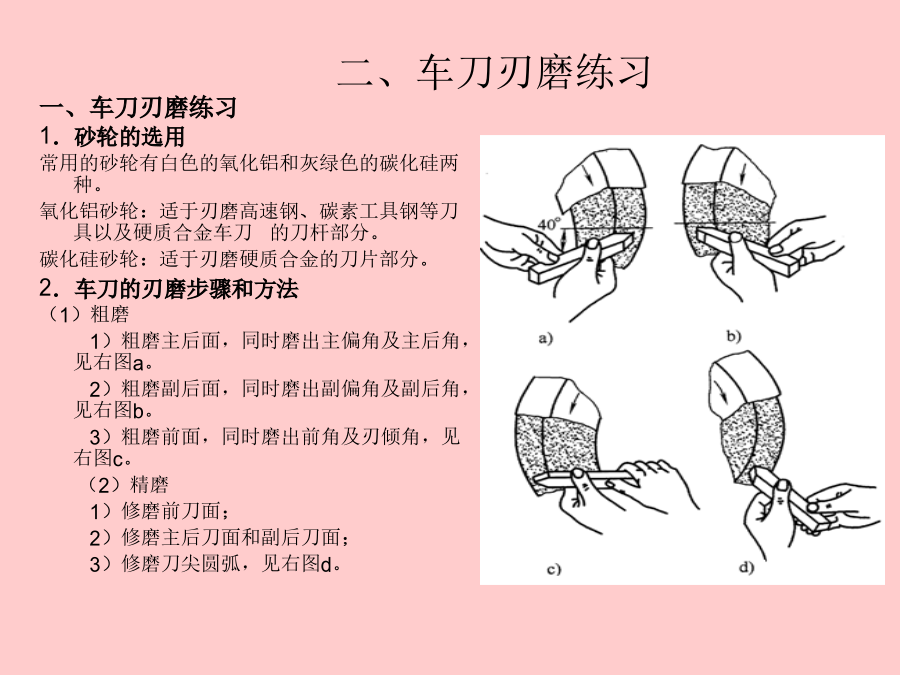
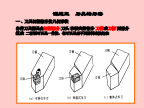
课题三刀具的刃磨一、刀具切削部分的几何形状各种刀具都是由切削部分(刀头)和被夹持部分(刀体或刀柄)两部分组成.二者既可以是一体的,也可以是由不同材料连接起来.1.刀具切削部分的组成刀柄:起夹持作用刀体:(三面)前刀面:刀具上切屑流过的表面主后刀面:刀具上与过渡表面相对的表面副后刀面:刀具上与已加工表面相对的表面(两刃)主切削刃:刀具上前刀面与主后刀面的交线副切削刃:刀具上前刀面与副后刀面的交线(一尖)主切削刃与副切削刃的交点,通常磨成圆角(修圆刀尖)或短平刃(倒角刀尖)2.参考系前角γ0――前刀面与基面间
刀具刃磨安全操作规程.doc
刀具刃磨安全操作规程使用砂轮刃磨刀具、刃具时必须严格遵守本操作规程。砂轮旳更换由专人负责,其他人员不得私自更换;进入磨刀房前必须穿戴好防护用品,如口罩、防尘面具等;刀具刃磨前要先检查砂轮与否有裂口、缺陷,与否完好,防护罩与否松动,发现异常不得使用;启动砂轮后待其运转平稳才能进行操作;刃磨时姿势要对旳,人体站立在砂轮侧面,不能正对着砂轮;刃磨时严禁带手套操作,更不能用绵纱等物包裹刀具等;刃磨时要集中精神,全神贯注,思想不能开小差;磨刀房内不准开玩笑、打闹等;非刀具、刃具等物,严禁在砂轮上刃磨;非刀具、刃具等

轴类切削刀具刃磨机.pdf
本发明的轴类切削刀具刃磨机,包括一座盘,连接在座盘上、由平移拖台、立式可倾拖板、电机、砂轮、构成的磨削总成,由偏心轴颈旋转拖板组合、刀具装夹头、对刀器构成的刀具进给总成组成,并构成平移拖台上的立式可倾拖板上电机带动砂轮运转、并形成砂轮随可倾拖板的倾摆最大90°内角度的前后平行移动和上下高度调节、配合刀具进给总成的轴颈偏转拖板以其上的垂立转轴连接座盘上轴通孔为圆心、以座盘上相对的90°角弧形轨迹凸出层为转动行程、由蜗杆传动轴颈偏转拖板巡回移动对轴类切削刀具进行刃磨;本发明的轴类切削刀具刃磨机小型设计,操作简
一种机械刀具刃磨装置.pdf
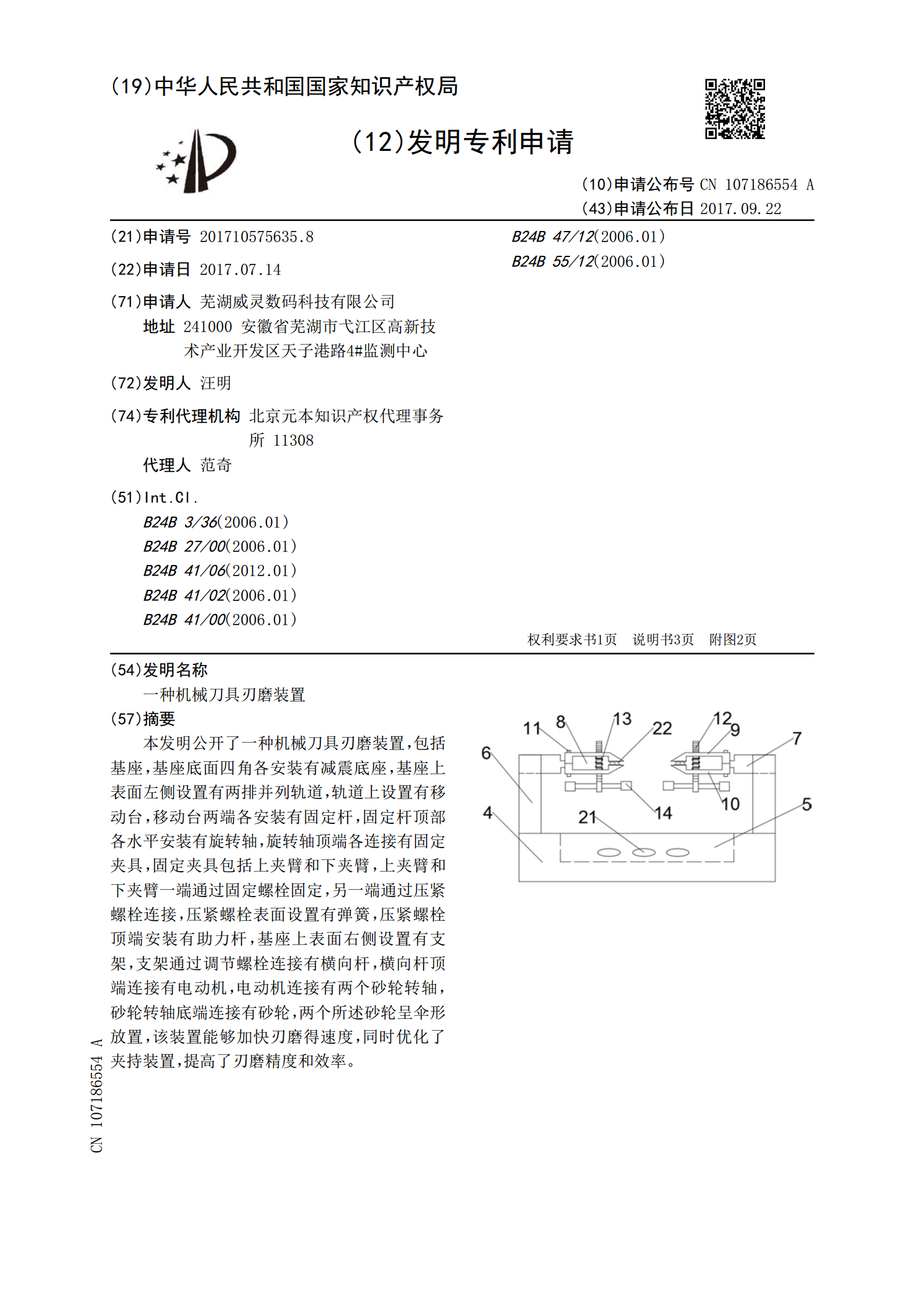
本发明公开了一种机械刀具刃磨装置,包括基座,基座底面四角各安装有减震底座,基座上表面左侧设置有两排并列轨道,轨道上设置有移动台,移动台两端各安装有固定杆,固定杆顶部各水平安装有旋转轴,旋转轴顶端各连接有固定夹具,固定夹具包括上夹臂和下夹臂,上夹臂和下夹臂一端通过固定螺栓固定,另一端通过压紧螺栓连接,压紧螺栓表面设置有弹簧,压紧螺栓顶端安装有助力杆,基座上表面右侧设置有支架,支架通过调节螺栓连接有横向杆,横向杆顶端连接有电动机,电动机连接有两个砂轮转轴,砂轮转轴底端连接有砂轮,两个所述砂轮呈伞形放置,该装置

摆臂式刀具圆弧刃磨机.pdf
一种摆臂式刀具圆弧刃磨机。它主要由机体、控制系统、磨头总成、小十字滑座、回转工作台、刀架组成;其特征在于:进刀移动机构采用摆臂机构,摆臂上安装有回转工作台,回转工作台上安装有小十字滑座,小十字滑座上安装有刀架;在机体上安装有一个与砂轮面方向相平行的往复移动滑台,磨头总成或摆臂机构安装在往复移动滑台上。该摆臂式刀具圆弧刃磨机进刀柔性好、结构简单经济、主轴刚性强、刃磨质量好,广泛适用于精密机械加工刀具及超硬刀具的刃磨。