
金属切削刀具教案.ppt

kp****93


1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
金属切削刀具教案.ppt
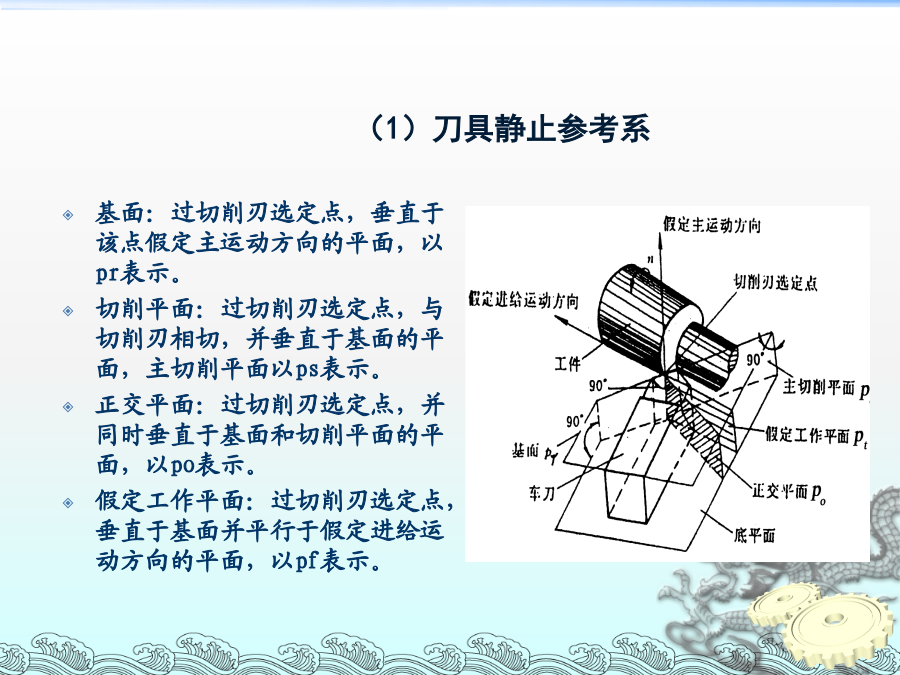
机械制造技术第1章金属切削原理与刀具1.2金属切削刀具1.2.1刀具切削部分的结构要素前刀面:切削时,切屑流出所经过的表面。主后刀面:切削时,与工件加工表面相对的表面。副后刀面:切削时,与工件已加工表面相对的表面。主切削刃:前刀面与主后刀面的交线。它可以是直线或曲线,担负着主要的切削工作。副切削刃:前刀面与副后刀面的交线。一般只担负少量的切削工作。刀尖:主切削刃与副切削刃的相交部分。2.车刀切削部分的几何角度外圆车刀在生产实践中最常用的坐标系是正交平面参考坐标系。按刀具的状态还有静止参考系与工作参考系之分
金属切削原理与刀具教案.pdf
金属切削原理与刀具教案金属切削原理与刀具教案一、课程简介金属切削原理与刀具课程旨在让学生了解金属切削的基本原理和刀具的选择与使用。通过学习本课程,学生将能够掌握切削过程的基本要素,理解刀具材料和刀具几何形状对切削性能的影响,并学会如何根据不同的切削要求选择合适的刀具。二、课程目标1、理解金属切削的基本原理,包括切削过程、切削力、切削热、切削表面质量等方面的知识。2、掌握刀具的种类、材料、几何形状和涂层等基本要素,了解刀具的磨损和破损机理。3、学会根据不同的切削要求选择合适的刀具,包括高速钢、硬质合金、陶瓷

金属切削原理与刀具教案.docx
授课时间第1周第节课年月日课次1授课方式(请打√)理论课(√)讨论课()实践课()习题课()其他()课时安排2授课题目(教学章、节或主题):项目一金属切削加工的基本知识知识点1切削运动知识点2切削要素教学目的、要求(分掌握、熟悉、了解三个层次):目的:1、了解切削运动的概念;2、掌握切削用量三要素及其计算方法;3、熟悉切削层参数的基本要素。要求:熟练应用切削三要素教学内容重点及难点:重点:切削运动难点:切削用量三要素教具多媒体作业思考题1.2.课后小结教学基本内容方法及手段金属切削加工的基本知识一、切削运

金属切削原理与刀具齿轮刀具学习教案.ppt
金属切削原理与刀具(dāojù)齿轮刀具(dāojù)第一节齿轮刀具的主要类型和选用齿轮的种类很多,加工要求又各有不同,因此齿轮刀具的品种极其繁多(fánduō)。通常按加工齿轮的品种和加工原理的方法来分类。11.1.2按加工(jiāgōng)原理分11.1.2.2展成齿轮刀具这类刀具切削刃的廓形不同于被切齿轮任何剖面的槽形。切齿时除主运动外,还需有刀具与齿坯的相对啮合运动,称展成运动。工件齿形是由刀具齿形在展成运动中的若干位包络切削形成的。用这类刀具加工(jiāgōng)齿轮时,刀具本身好像也是一个齿轮

金属切削刀具角学习教案.ppt
金属(jīnshǔ)切削刀具角1、切削(qiēxiāo)过程中工件上的表面2、刀具切削部分(bùfen)的组成3、刀具角度(jiǎodù)的参考平面4、金属(jīnshǔ)切削刀具角度4、金属(jīnshǔ)切削刀具角度4、金属切削刀具(dāojù)角度5、总结(zǒngjié)与习题谢谢!感谢您的观看(guānkàn)!内容(nèiróng)总结