
铜带屏蔽工艺卡片.doc

kp****93


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铜带屏蔽工艺卡片.doc
35KV及以下交联聚乙烯绝缘电力电缆铜带屏蔽工艺卡片设备名称630铜带屏蔽机电压等级6~35KV执行标准GB/T12706-2002编制部门生技部1、本工艺文件适用于6-35KV、1×25~1×400mm²、3×25~3×400mm²交联聚乙烯绝缘电力电缆铜带屏蔽工序的工艺控制。2、铜带应符合GB2059-2002标准要求。3、铜带绕包应紧密、圆整、连续,铜带不得刮伤半导电层。4、单芯电缆铜带屏蔽层外应重叠绕包一层厚度为0.2mm的无纺布。铜带和无纺布绕包重叠率分别为15-20%、10-15%
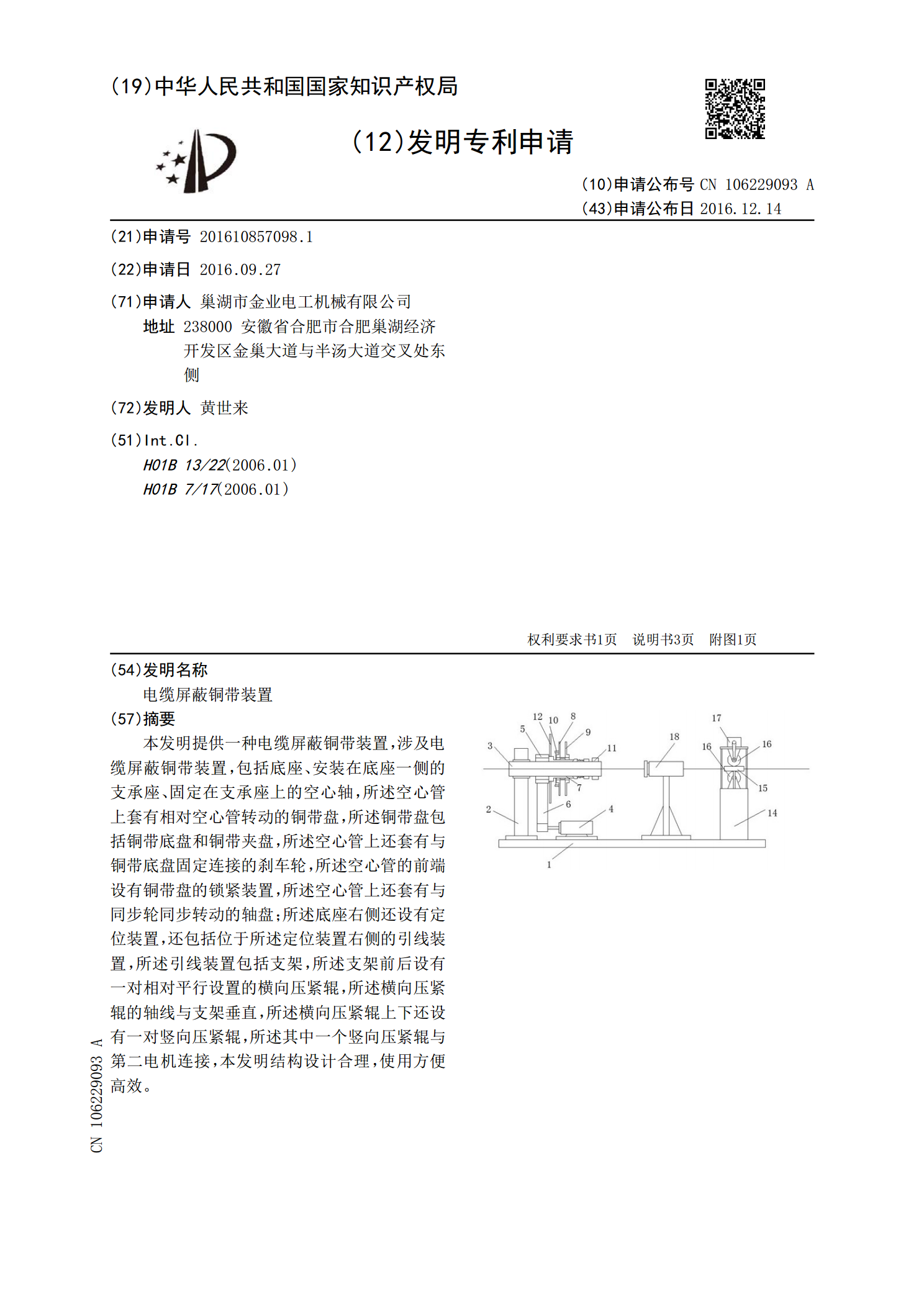
电缆屏蔽铜带装置.pdf
本发明提供一种电缆屏蔽铜带装置,涉及电缆屏蔽铜带装置,包括底座、安装在底座一侧的支承座、固定在支承座上的空心轴,所述空心管上套有相对空心管转动的铜带盘,所述铜带盘包括铜带底盘和铜带夹盘,所述空心管上还套有与铜带底盘固定连接的刹车轮,所述空心管的前端设有铜带盘的锁紧装置,所述空心管上还套有与同步轮同步转动的轴盘;所述底座右侧还设有定位装置,还包括位于所述定位装置右侧的引线装置,所述引线装置包括支架,所述支架前后设有一对相对平行设置的横向压紧辊,所述横向压紧辊的轴线与支架垂直,所述横向压紧辊上下还设有一对竖向
一种屏蔽用锌白铜带材的加工工艺.pdf
本发明涉及一种屏蔽用锌白铜带材的加工工艺,其加工工艺流程为:铸造、铣面、热轧、中间退火、中轧、留底退火、成品轧制;其特征在于:所述中间退火、留底退火后分别进行研磨抛光;所述研磨抛光工艺为选用3~9组研磨刷进行抛光研磨,所述研磨刷为400~3000目,研磨刷的半径为200~400mm,压下量为5~30%,转速为300~1000r/min;所述留底退火工艺为:退火温度为380~680℃,保温时间为6~12h;所述成品轧制的加工率为5~15%。本发明锌白铜带材抗高温氧化性能优良,加工成本低且力学性能优异、稳定。

铜带屏蔽机安全操作规程.docx
铜带屏蔽机安全操作规程-1--2-铜带屏蔽机安全操作章程1、检查机台是否稳固。2、踏板插座电源插座是否插牢。3、检查电器是否正常。4、调试模具时不得开机、不得将手放入模具刃口。5、在压接作业中手至模具刃口距离不得小于35MM。6、操作时坐姿必须垂直以防止误操作。7、操作中发生异常情况应将电源关掉。8、每日操作后均需清洁机体。9、机体、模座油孔每日须加机油。10、开启电源扳手及调模棒须拿开。11、避免重叠压著两次或更多。12、生产完毕后关闭电源、清洁机台。13、应急措施:(1)发生伤害事故时应抢救

紫铜带和黄铜带生产新工艺.docx
紫铜带和黄铜带生产新工艺题目:紫铜带和黄铜带生产新工艺摘要:紫铜带和黄铜带是两种常见的铜合金带材,具有良好的导电性、导热性和抗腐蚀性。然而,传统的生产工艺存在一些问题,如功耗大、材料浪费和生产周期长。本论文通过分析现有问题,提出了一种新的紫铜带和黄铜带的生产工艺,旨在降低能耗、提高材料利用率和缩短生产周期。第一部分:介绍1.背景:紫铜带和黄铜带的应用范围和重要性。2.目的:提高生产工艺效率,降低生产成本,满足市场需求。第二部分:传统生产工艺的问题1.高能耗:传统工艺中需要高温加热、多次冷却等步骤,消耗大量