
铰刀及铰孔加工.doc

kp****93


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铰刀及铰孔加工.doc
铰刀按使用方式分为手用铰刀和机用铰刀;按铰孔形状分为圆柱铰刀和圆锥铰刀,(标准锥铰刀有1:50锥度销子铰刀和莫氏锥度铰刀两种类型).铰刀的容屑槽方向,有直槽和螺旋槽.常用的材质为高速钢.硬质合金镶片.一.手工铰孔一般注意事项:1.工件要夹正.2.铰削过程中,两手用力要平衡.3.铰刀退出时,不能反转,因铰刀有后角,铰刀反转会使切屑塞在铰刀刀齿后面和孔壁之间,将孔壁划伤;同时,铰刀易磨损.4.铰刀使用完毕,要清擦干净,涂上机油,装盒以免碰伤刃口.二.机铰时注意铰削速度和走刀量(查金属切削手册)三.铰削中,必须

铰刀铰孔注意事项.doc
铰刀铰孔注意事项铰刀铰孔注意事项铰刀铰孔注意事项用铰刀对已粗加工半精加工过的孔进行精加工称为铰孔。1、铰刀的特点:刀刃数量多(6~12个),导向性能好,刃具精度高,刚性好。2、铰孔精度:铰削余量小,起修光孔避的作用,公差等级一般可达IT9~IT7,表面粗糙度可达Rα3。2~R0.8μm。3、适用范围:铰孔一般是在钻扩孔之后进行的,对精度要求高的孔应分为粗铰、精铰二步来完成,分手铰和机铰二种.二、铰孔的工具1、铰手(铰杠):铰手是手工铰孔时夹持铰刀的工具,用它带动铰刀旋转,常用

铰刀铰孔注意事项.doc
用铰刀对已粗加工半精加工过的孔进行精加工称为铰孔。1、铰刀的特点:刀刃数量多(6~12个),导向性能好,刃具精度高,刚性好。2、铰孔精度:铰削余量小,起修光孔避的作用,公差等级一般可达IT9~IT7,表面粗糙度可达Rα3.2~R0.8μm。3、适用范围:铰孔一般是在钻扩孔之后进行的,对精度要求高的孔应分为粗铰、精铰二步来完成,分手铰和机铰二种。二、铰孔的工具1、铰手(铰杠):铰手是手工铰孔时夹持铰刀的工具,用它带动铰刀旋转,常用的是活络式铰手。2、铰刀的种类:①、按其使用方法

对铰刀铰孔损坏的原因分析.docx
对铰刀铰孔损坏的原因分析铰刀铰孔损坏的原因分析铰刀铰孔是机械零件加工中常用的工艺,具有方便、快捷、精度高等优点,被广泛应用于各行业的制造过程中,特别是在汽车、军工等重要领域中应用更为广泛。然而,在使用铰刀铰孔过程中,由于材料种类、机床加工操作、刀具选择等方面存在的不同问题,常常导致铰孔加工中的损坏。因此,探究铰刀铰孔损坏的原因,对于提高铰刀铰孔加工的精度和质量,具有重要的意义。1.材料原因铰孔材料的硬度和强度对于铰刀铰孔的质量和寿命非常重要,因素包括材料本身、热处理工艺等。设计过程中必须考虑选择适当的材料
铰刀铰孔定位治具.pdf
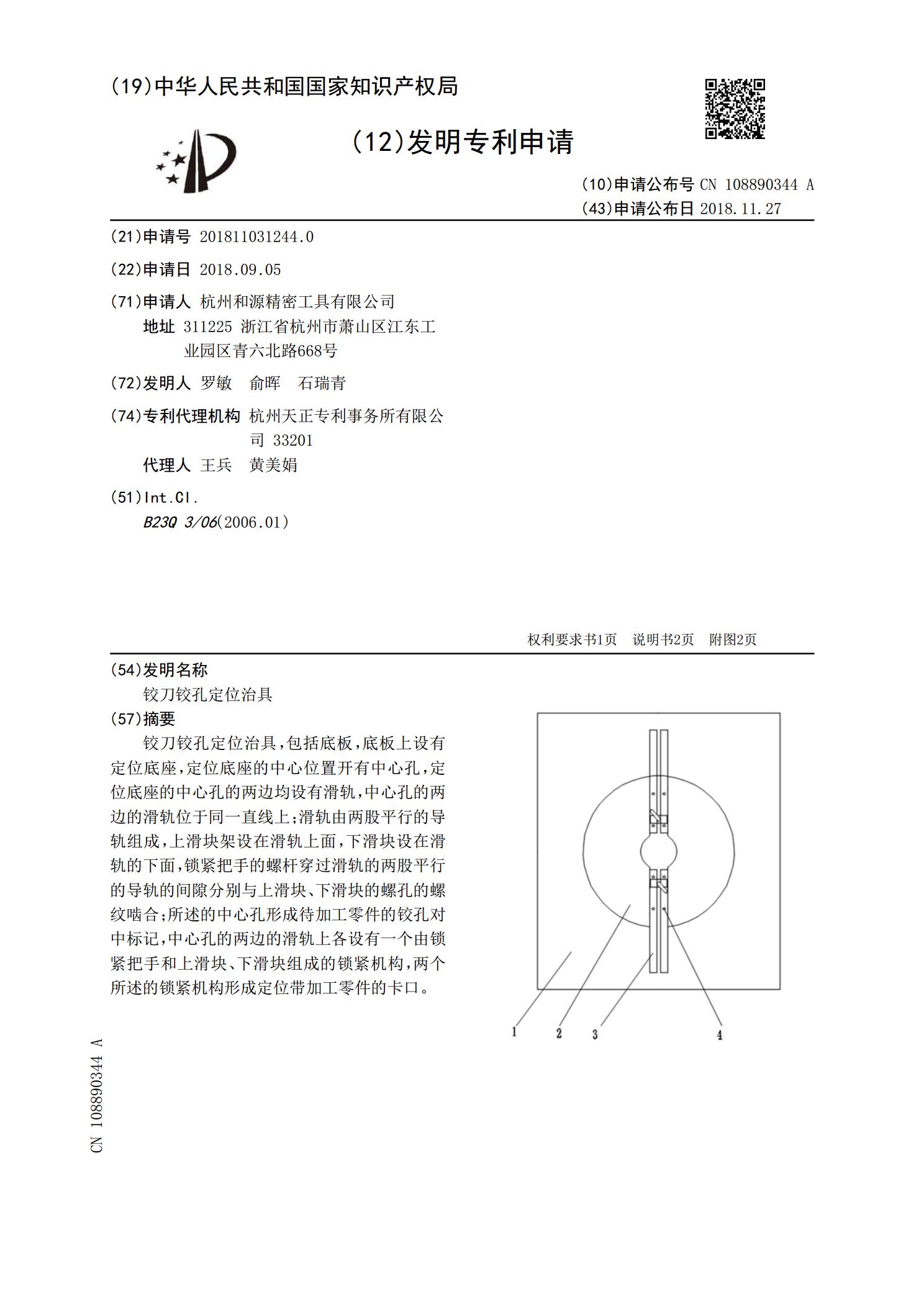
铰刀铰孔定位治具,包括底板,底板上设有定位底座,定位底座的中心位置开有中心孔,定位底座的中心孔的两边均设有滑轨,中心孔的两边的滑轨位于同一直线上;滑轨由两股平行的导轨组成,上滑块架设在滑轨上面,下滑块设在滑轨的下面,锁紧把手的螺杆穿过滑轨的两股平行的导轨的间隙分别与上滑块、下滑块的螺孔的螺纹啮合;所述的中心孔形成待加工零件的铰孔对中标记,中心孔的两边的滑轨上各设有一个由锁紧把手和上滑块、下滑块组成的锁紧机构,两个所述的锁紧机构形成定位带加工零件的卡口。