
齿轮加工机床与齿轮加工.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿轮加工机床与齿轮加工.docx
齿轮加工机床与齿轮加工图7-1成形法加工齿轮a)盘状模数铣刀b)指状模数铣刀图7-2渐开线形状与基圆关系齿轮的切削加工,按形成齿形的原理可分为两大类:成形法和展成法。用成形法加工齿轮时,刀具的齿形与被加工齿轮的齿槽形状相同。其中最常用的是用盘状模数铣刀和指状模数铣刀在铣床上借助分度装置铣齿轮,如图7-1所示,母线(渐开线)用成形法形成,不需成形运动,导线用相切法形成,需要两个成形运动。齿轮的齿廓形状决定于基圆的大小(与齿轮的齿数有关),如图7-2所示。由于同一模数的铣刀是按被加工工件齿数范围分号的(表7-

齿轮加工机床与齿轮加工.docx
齿轮加工机床与齿轮加工图7-1成形法加工齿轮a)盘状模数铣刀b)指状模数铣刀图7-2渐开线形状与基圆关系齿轮的切削加工,按形成齿形的原理可分为两大类:成形法和展成法。用成形法加工齿轮时,刀具的齿形与被加工齿轮的齿槽形状相同。其中最常用的是用盘状模数铣刀和指状模数铣刀在铣床上借助分度装置铣齿轮,如图7-1所示,母线(渐开线)用成形法形成,不需成形运动,导线用相切法形成,需要两个成形运动。齿轮的齿廓形状决定于基圆的大小(与齿轮的齿数有关),如图7-2所示。由于同一模数的铣刀是按被加工工件齿数范围分号的(表7-

齿轮加工机床与齿轮加工.doc
齿轮加工机床与齿轮加工图7-1成形法加工齿轮a)盘状模数铣刀b)指状模数铣刀图7-2渐开线形状与基圆关系齿轮的切削加工,按形成齿形的原理可分为两大类:成形法和展成法。用成形法加工齿轮时,刀具的齿形与被加工齿轮的齿槽形状相同。其中最常用的是用盘状模数铣刀和指状模数铣刀在铣床上借助分度装置铣齿轮,如图7-1所示,母线(渐开线)用成形法形成,不需成形运动,导线用相切法形成,需要两个成形运动。齿轮的齿廓形状决定于基圆的大小(与齿轮的齿数有关),如图7-2所示。由于同一模数的铣刀是按被加工工件齿数范围分号的(表7-
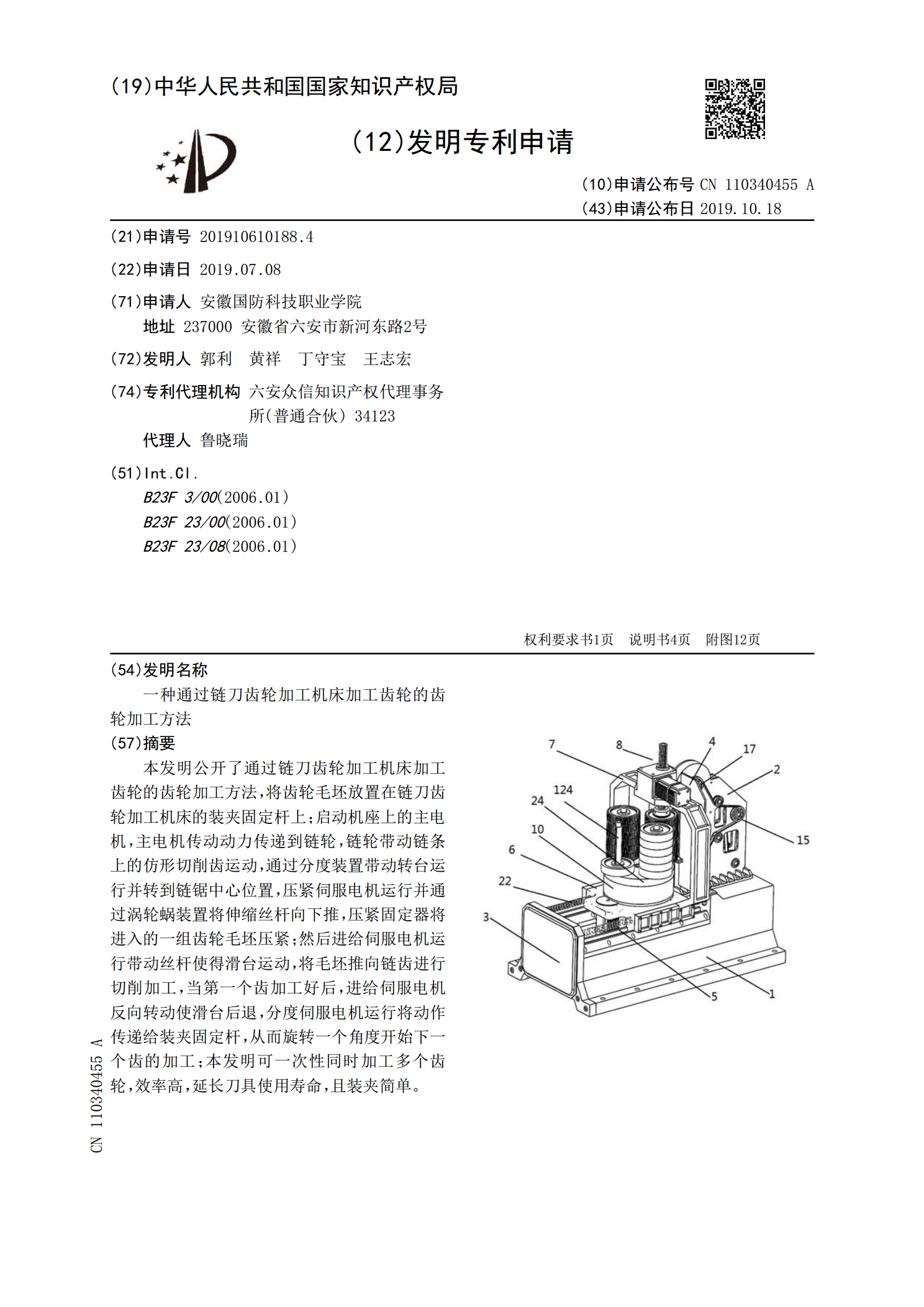
一种通过链刀齿轮加工机床加工齿轮的齿轮加工方法.pdf
本发明公开了通过链刀齿轮加工机床加工齿轮的齿轮加工方法,将齿轮毛坯放置在链刀齿轮加工机床的装夹固定杆上;启动机座上的主电机,主电机传动动力传递到链轮,链轮带动链条上的仿形切削齿运动,通过分度装置带动转台运行并转到链锯中心位置,压紧伺服电机运行并通过涡轮蜗装置将伸缩丝杆向下推,压紧固定器将进入的一组齿轮毛坯压紧;然后进给伺服电机运行带动丝杆使得滑台运动,将毛坯推向链齿进行切削加工,当第一个齿加工好后,进给伺服电机反向转动使滑台后退,分度伺服电机运行将动作传递给装夹固定杆,从而旋转一个角度开始下一个齿的加工;
齿轮加工机床的制造.ppt
齿轮加工机床的制造齿轮种类举例:针对齿轮的不同要求,机床具有相应的品种例如:第一节机床运动分析的基本概念一、工件加工表面的形状二、表面形成的方法及机床上的成形运动1.机床上运动的分类:c.切入运动~使工件获得要求的尺寸。d.辅助运动~为切削加工创造条件的运动,如进、退刀、转位、回程等运动。e.操纵及控制运动。从获得要求的工件表面形状来看,成形运动是最主要的,现对其作进一步讨论。2.工件表面形成的几何学原理表面的形状不但取决于发生线的形状,而且还取决于发生线的原始相对位置。3.发生线成形的方法及所需的运动b