
MIM工艺.doc

kp****93


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

MIM工艺.doc
1、MIM技术概述金属(陶瓷)粉末注射成型技术(MetalInjectionMolding,简称MIM技术)是集塑料成型工艺学、高分子化学、粉末冶金工艺学和金属材料学等多学科相互渗透与交叉的产物,利用模具可注射成型坯件并通过烧结快速制造高密度、高精度、三维复杂形状的结构零件,能够快速准确的将设计思想物化为具有一定结构、功能特性的制品并可直接批量生产出零件,是制造技术行业一次新的变革。该工艺技术不仅具有常规粉末冶金工艺工序少、无切削或少切削、经济效益高等优点,而且克服了传统粉末冶金工艺制品密度低、材质不均匀

MIM工艺介绍及其应用.ppt
2024/9/27工艺过程常用材料成分常用材料性能应用目的:降低成本,提高性能应用范围:精密结构件,使用频繁外观件手机中常用的MIM工艺有:转轴套,内置固定螺母,内置加强部件,音量键,开机键,拍照键,导航键装饰圈,听筒装饰圈,OK键装饰圈,装饰边条,电池卡扣,功能按键,音频装饰圈,USB装饰圈,摄像头装饰圈,OK键粒,以及其他外观装饰件等。优点:1,增加金属质感2,耐磨,不易掉色装饰键材質:316L转轴套材质:Sus17-4PH侧键材质:316L內置结构件材质:Sus316L铰链材质:Sus316L世界M
MIM工艺介绍及其应用.ppt
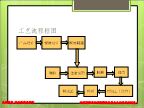
工艺流程框图工艺过程常用材料成分常用材料性能应用目的:降低成本提高性能应用范围:精密结构件使用频繁外观件手机中常用的MIM工艺有:转轴套内置固定螺母内置加强部件音量键开机键拍照键导航键装饰圈听筒装饰圈OK键装饰圈装饰边条电池卡扣功能按键音频装饰圈USB装饰圈摄像头装饰圈OK键粒以及其他外观装饰件等。优点:1增加金属质感2耐磨不易掉色装饰键材質:316L转轴套材质:Sus17-4PH侧键材质:316L內置结构件材质:Sus316L铰链材质:Sus316L世界MIM市场中汽车产

MIM金属注射成形工艺讲解.ppt
MIM金属注射成型技术MIM金属注射成型技术MIM金属注射成型技术MIM生产工艺流程图MIM金属注射成型技术MIM金属注射成型技术MIM能做哪些零件?MIM金属注射成型技术MIM金属注射成型技术MIM金属注射成型技术MIM金属注射成型技术什么情况该选择MIM工艺?MIM金属注射成型技术MIM能做到多高等级精度?如何选材及常用的材料有哪些?MIM金属注射成型技术MIM金属注射成型技术MIM金属注射成型技术MIM金属注射成型技术MIM材料性能指标参考MIM金属注射成型技术知识回顾KnowledgeReview

MIM金属注射成形工艺讲解.ppt
MIM金属注射成型技术MIM金属注射成型技术MIM金属注射成型技术MIM生产工艺流程图MIM金属注射成型技术MIM金属注射成型技术MIM能做哪些零件?MIM金属注射成型技术MIM金属注射成型技术MIM金属注射成型技术MIM金属注射成型技术什么情况该选择MIM工艺?MIM金属注射成型技术MIM能做到多高等级精度?如何选材及常用的材料有哪些?MIM金属注射成型技术MIM金属注射成型技术MIM金属注射成型技术MIM金属注射成型技术MIM材料性能指标参考MIM金属注射成型技术