
QCC案例提高总装下线一次合格率-QC小组.ppt

kp****93


1/10
2/10

3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
QCC案例提高总装下线一次合格率-QC小组.ppt
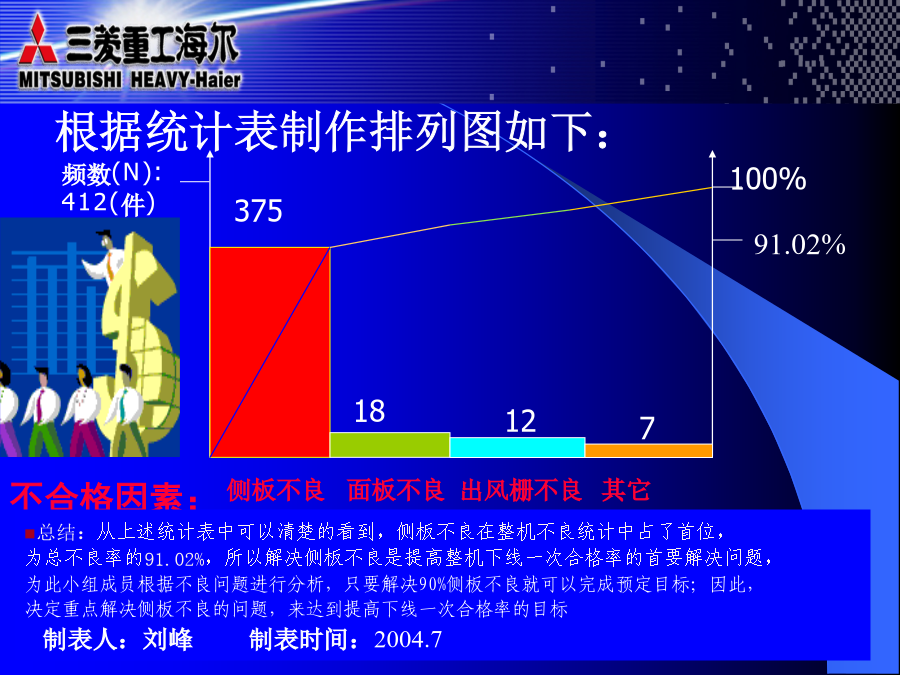
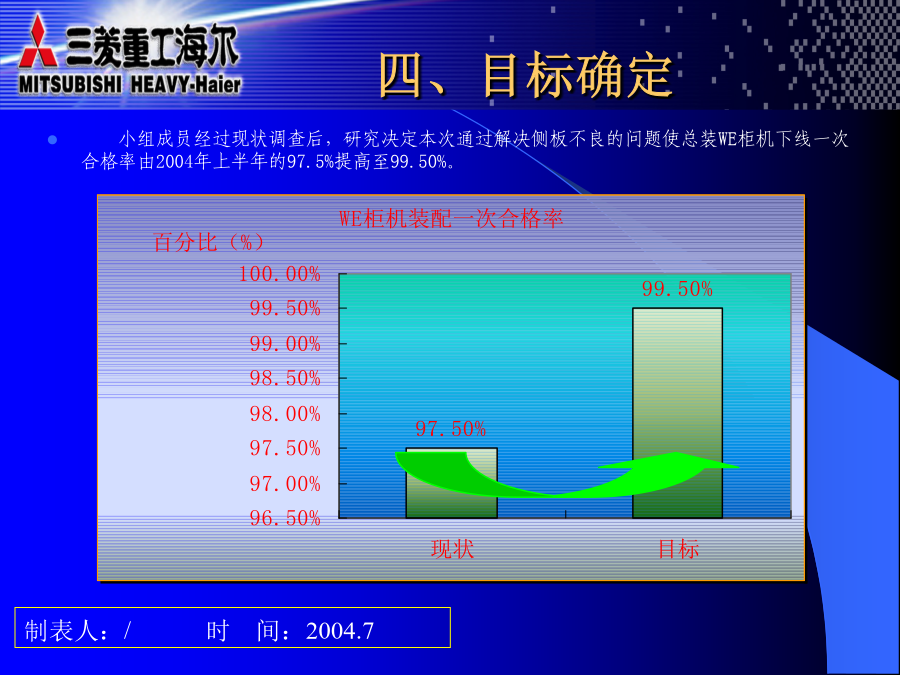
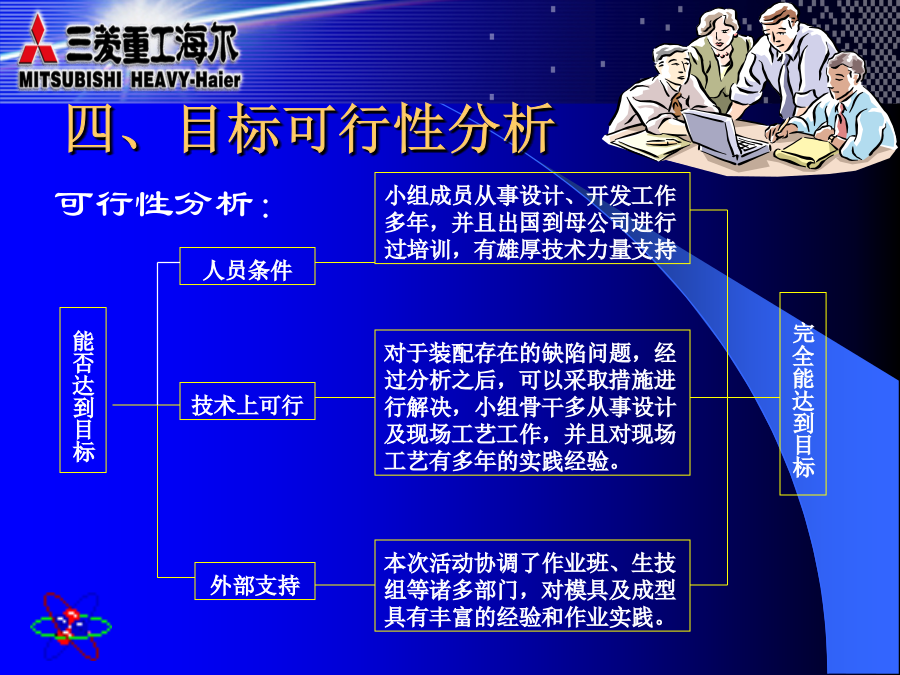
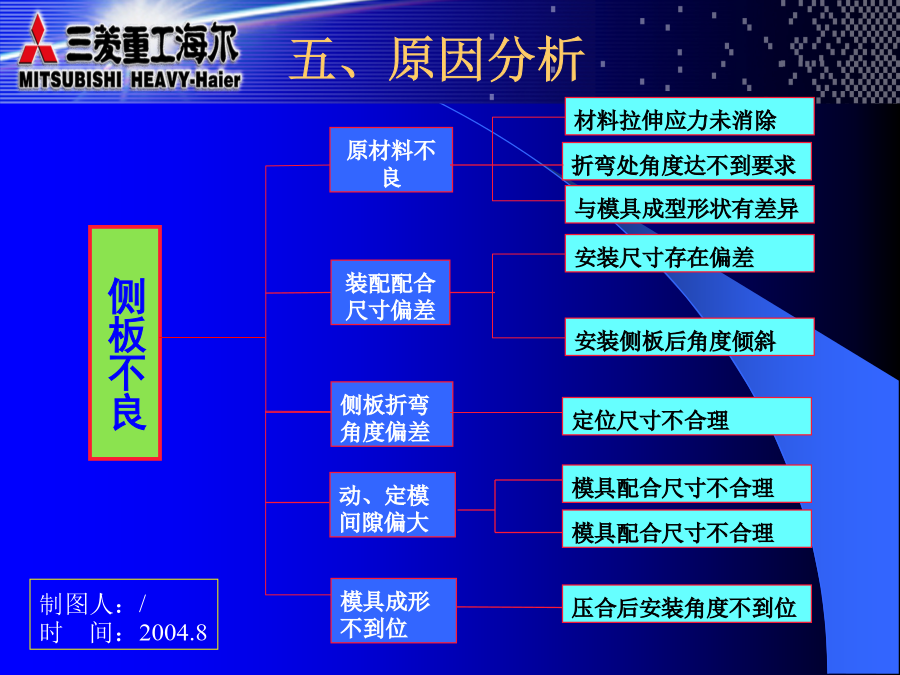
三菱重工海尔(青岛)空调机有限公司“迅雷”QC小组活动频次每周1次二、选题理由:三、现状调查不合格因素:四、目标确定四、目标可行性分析五、原因分析六、要因验证:验证:1、钢板在折弯的地方产生起翘,导致折弯不到位,角度较标注要求偏大。2、侧板的内应力存在,加深模具动程,折弯后尺寸测试。3、模具调整后,尺寸测量符合图纸标准,折弯偏差在±2度的范围之内。验证:1、现场使用侧板与模具进行对比分析,制品起翘、不平整;降低了模具与工件的贴合精度与模具的吻合程度。2、制品起翘、不平整是二道成型模具压合周期较短,调整周期
QCC案例提高总装下线一次合格率-QC小组图文.pptx
QCC案例提高总装下线一次合格率QC小组图文.pptx
QC小组活动案例_提高一次合格率.ppt
节省冷冻机电能损耗一、小组概况小组成员简介二、选题理由三、现状调查四、目标确定目标论证五、原因分析六、确定主因原因二:保温棉厚度偏薄原因三:保温棉胶水未粘原因四:扎带材质吸热原因五:压缩机冷媒偏少七、制定对策八、对策实施3.6月20日,由外协厂对冷冻机进行安装改造。实施三:对压缩机进行加氟九、效果检查99.0%通过二个月的效果检查,E系列一次装机合格率达到了98.5%以上,说明活动成果是持续有效的。E系列装机一次合格率统计表:3.为了肯定本次QC小组活动的成果,98年9月18日小组对取得的效益进行了讨论:

【精选】QC小组的课题—提高外协汽缸一次验收合格率案例.ppt
QC小组的课题:提高外协汽缸一次验收合格率质保部外检QC小组QC小组成立于:2003年1月份小组活动时间:2003年1月至7月一、选题理由二、目标值的设定粗加工尺寸不准确经过QC小组全体人员的研讨在修改外协件验收程序以外验收项目“粗加工尺寸不准确”、“外表面高低不平”是造成验收一次合格率低的主要问题。人序号经QC小组人员讨论后决定:1)验收人员的技术高低;2)验收