
一种印刷电路板用耐高温BOPP功能膜及其制备方法.pdf

努力****弘毅

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种印刷电路板用耐高温BOPP功能膜及其制备方法.pdf
本发明公开了一种印刷电路板用耐高温BOPP功能膜及其制备方法,涉及薄膜技术领域,所述功能膜依序由抗粘层、芯层和热印层构成,所述抗粘层是由以下组分按重量百分比组成:抗粘连母料2~5wt%,改性聚丙烯树脂5~15wt%,均聚聚丙烯80~93wt%;所述芯层是由以下组分按重量百分比组成:改性聚丙烯树脂46~58wt%,均聚聚丙烯40~50wt%,抗静电母料2~4wt%;所述热印层是由以下组分按重量百分比组成:均聚聚丙烯100wt%;其中,改性聚丙烯树脂是由三元乙丙硫化弹性体、均聚聚丙烯和硅酸钙经熔融共混挤出制得
一种耐高温BOPP薄膜及其制备方法.pdf
本发明涉及一种耐高温BOPP薄膜及其制备方法,包括依序设置的上表层、芯层和下表层,上表层包括以下质量份的组分:均聚聚丙烯90‑95份,抗粘结剂5‑10份;芯层包括以下质量份的组分:均聚聚丙烯89‑97份,抗静电剂0.5‑3份,滑爽剂0.5‑3份,增挺剂石油树脂2‑5份,所述下表层包括以下质量份的组分:HCPP树脂98‑99.5份,抗粘连剂0.5‑2份。本发明的BOPP薄膜在满足目前使用性能和不降低原有的物理性能的基础上,同时具备耐高温性,在现有生产工艺上即可生产,成本低廉,便于快速推广。
一种印刷膜及其制备方法.pdf
本发明提供了一种印刷膜,自上而下依次包括保护层、改性层、油墨图文层、粘合剂层;所述保护层包括重量份数比的如下各组分:60‑80份聚乙烯、3‑6份硅溶胶、1‑2份聚二甲基硅氧烷、0.5‑1.5份纳米纤维素晶体(植物)、0.3‑0.8份紫外线吸收剂;所述改性层包括重量份数比的如下各组分:30‑50份聚丙烯、1‑3份马来酸酐、2‑4份聚氨酯、1‑3份对羟基苯甲酸酯、0.6‑1.2份环氧化大豆油、0.5‑1份纳米二氧化钛;所述油墨图文层为印刷预先设计好的装饰图文油墨;所述粘合剂为30‑40份乙烯‑醋酸乙烯乳液、3
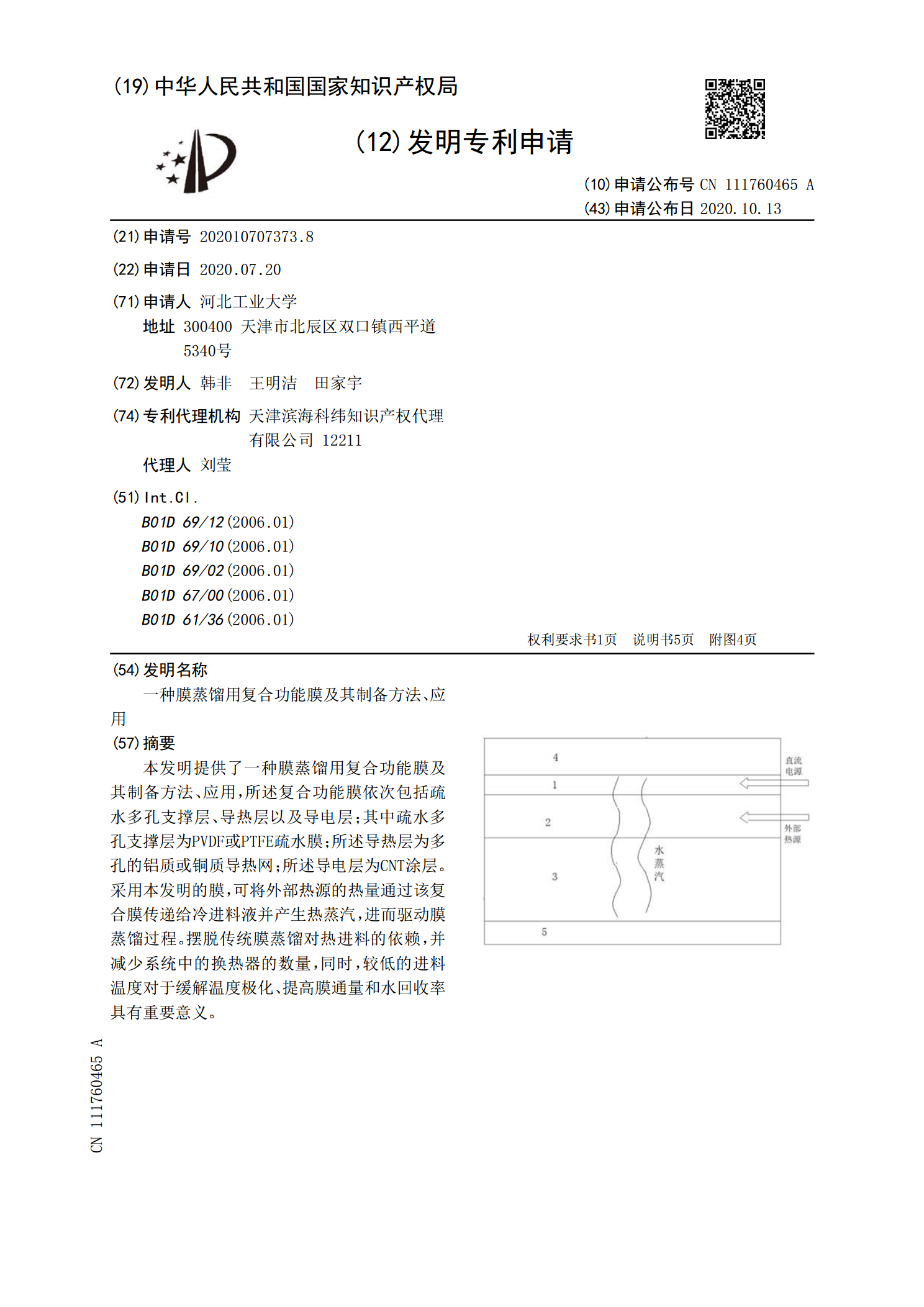
一种膜蒸馏用复合功能膜及其制备方法、应用.pdf
本发明提供了一种膜蒸馏用复合功能膜及其制备方法、应用,所述复合功能膜依次包括疏水多孔支撑层、导热层以及导电层;其中疏水多孔支撑层为PVDF或PTFE疏水膜;所述导热层为多孔的铝质或铜质导热网;所述导电层为CNT涂层。采用本发明的膜,可将外部热源的热量通过该复合膜传递给冷进料液并产生热蒸汽,进而驱动膜蒸馏过程。摆脱传统膜蒸馏对热进料的依赖,并减少系统中的换热器的数量,同时,较低的进料温度对于缓解温度极化、提高膜通量和水回收率具有重要意义。

一种汽车喷漆遮蔽用耐高温保护膜及其制备方法.pdf
本发明公开了一种汽车喷漆遮蔽用耐高温保护膜及其制备方法,具体涉及遮蔽膜技术领域,包括:聚乙烯树脂、有机硅树脂、抗氧化剂、紫外线吸收剂、复合改性填料和有机溶剂。本发明可有效提高汽车喷漆遮蔽用耐高温保护膜的耐高温性能、抗老化性能和遮蔽膜的剥离去除效果,避免遮蔽膜破损残留在汽车表面;在超声水浴加热处理下进行共混处理,共聚制成耐高温水凝胶,烘干冷却之后,直接喷雾水液即可实现对遮蔽膜进行溶胀处理,提高遮蔽膜表面湿润膨胀性能,使得遮蔽膜快速与汽车表面分离,可有效保证复合改性填料快速均匀分布在遮蔽膜中,进而有效加强遮蔽