
一种降低马口铁表面铅含量的控制方法.pdf

St****36


1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种降低马口铁表面铅含量的控制方法.pdf
本发明涉及一种降低马口铁表面铅含量的控制方法。本发明对轧后钢板进行如下处理:酸洗段:通过电解酸溶液对钢板进行化学酸洗,所述电解酸溶液为酸浓度40‑70g/L的硫酸溶液,所述酸洗溶液中的Fe2+≤10g/L;电镀段:通过电镀溶液对酸洗后的钢板进行电镀处理,所述电镀溶液中16mg/L≤Pb2+≤18mg/L,所述电镀溶液中锡离子和铅离子的浓度比大于等于1.4,每个道次电镀电流值小于1400A。本发明通过优化电镀工艺和电解酸洗工艺,降低在电镀锡过程中和在电解酸洗过程中马口铁的铅含量,适用于对铅含量控制有要求的产
一种降低废旧黄杂铜中铅含量的方法.pdf
本发明公开了一种降低废旧黄杂铜中铅含量的方法,首先对废旧黄杂铜进行预处理,然后将预处理后的废旧黄杂铜进行熔炼,待完全熔化后,将熔体温度调整至900~970℃,加入特定组分的除铅剂并搅拌1~3分钟,再保温10~15分钟,形成铅的金属化合物,并且聚渣上浮,之后将熔体升温至980~1030℃精炼、出炉及浇注铸锭。本发明方法的除铅效果好,熔体除铅量随除铅剂加入量增加而增大,其以重量百分比计的熔体中除铅剂加入量与熔体除铅量接近1:1,并且可使熔体中的铅含量最大降低至0.05%左右,经本发明方法处理得到的黄铜铸坯组织
一种同步降低莲子蛋中白铅、镉含量的方法.pdf
本发明涉及一种同步降低莲子蛋白中铅、镉含量的方法,本发明包括以下步骤:取莲子蛋白粉、吸附反应、固液分离、取代螯合、调pH、灭菌、脱水和干燥等步骤,该工艺能有效地同步降低莲子蛋白中铅、镉含量,且不会影响莲子蛋白的感官及营养价值。
一种降低轻度污染农田玉米镉铅含量的复混肥及制备方法.pdf
本发明公开了一种降低轻度污染农田玉米镉铅含量的复混肥及制备方法。它由尿素、氯化铵、硫酸铵、硝酸铵、磷酸二铵、硝酸磷钾肥、钙镁磷肥、氯化钾、硫酸锌、农用硝酸稀土、海泡石、高岭土、膨润土和电厂炉渣按比例配制,其步骤:A.海泡石制备;B.高岭土制备;C.膨润土制备;D.电厂炉渣制备;E.将步骤制备的原料与尿素、氯化铵、硫酸铵、硝酸铵、磷酸二铵、硝酸磷钾肥、钙镁磷肥、氯化钾、硫酸锌和农用硝酸稀土混合,加工,为复混肥料。能有效降低土壤活性态镉铅与玉米镉铅含量,使轻度污染农田的土壤活性态镉、铅含量分别下降了48.8-
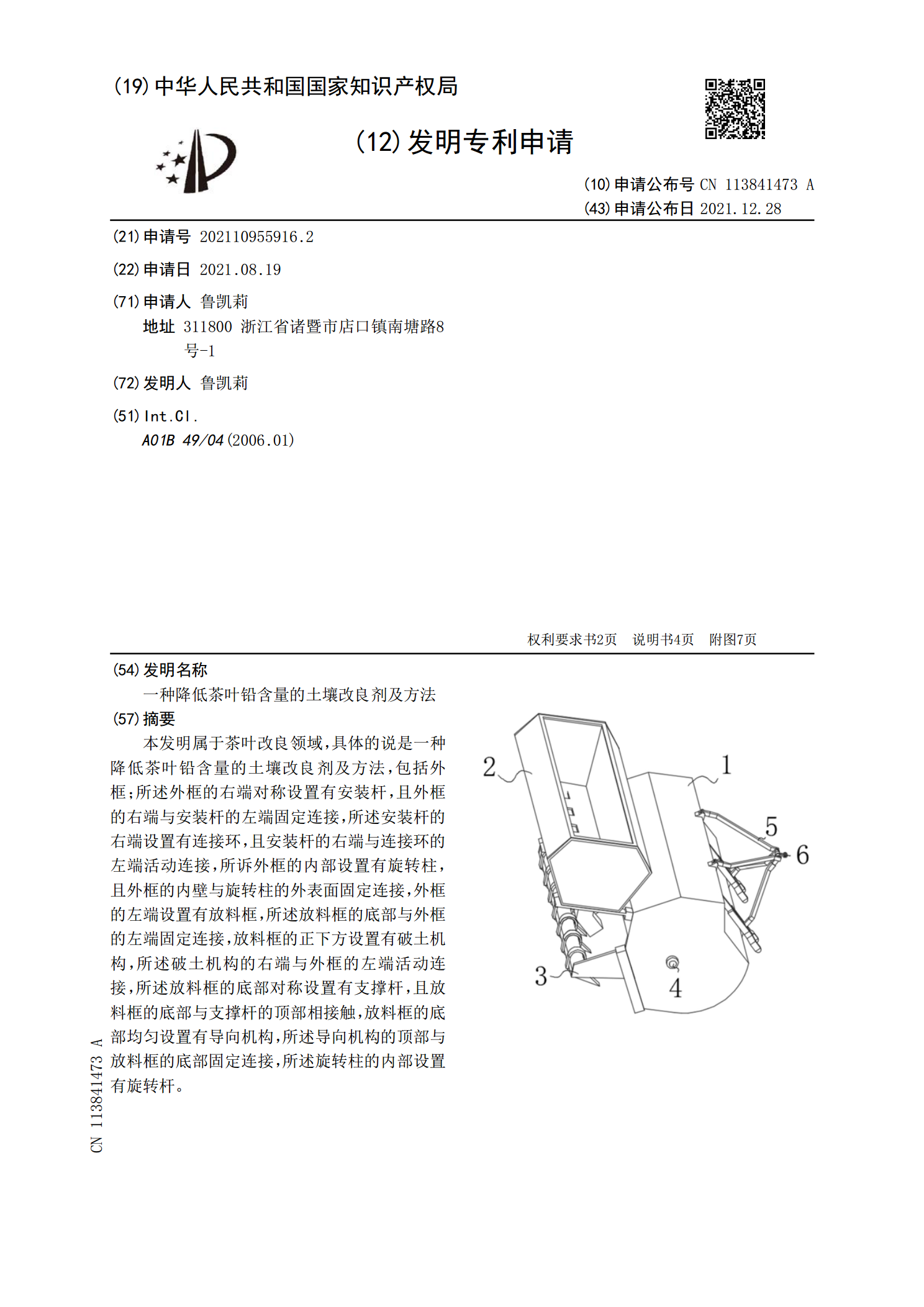
一种降低茶叶铅含量的土壤改良剂及方法.pdf
本发明属于茶叶改良领域,具体的说是一种降低茶叶铅含量的土壤改良剂及方法,包括外框;所述外框的右端对称设置有安装杆,且外框的右端与安装杆的左端固定连接,所述安装杆的右端设置有连接环,且安装杆的右端与连接环的左端活动连接,所诉外框的内部设置有旋转柱,且外框的内壁与旋转柱的外表面固定连接,外框的左端设置有放料框,所述放料框的底部与外框的左端固定连接,放料框的正下方设置有破土机构,所述破土机构的右端与外框的左端活动连接,所述放料框的底部对称设置有支撑杆,且放料框的底部与支撑杆的顶部相接触,放料框的底部均匀设置有导