
塑胶射出成型技术(概念篇).ppt

kp****93


1/10
2/10
3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
塑胶射出成型技术(概念篇).ppt
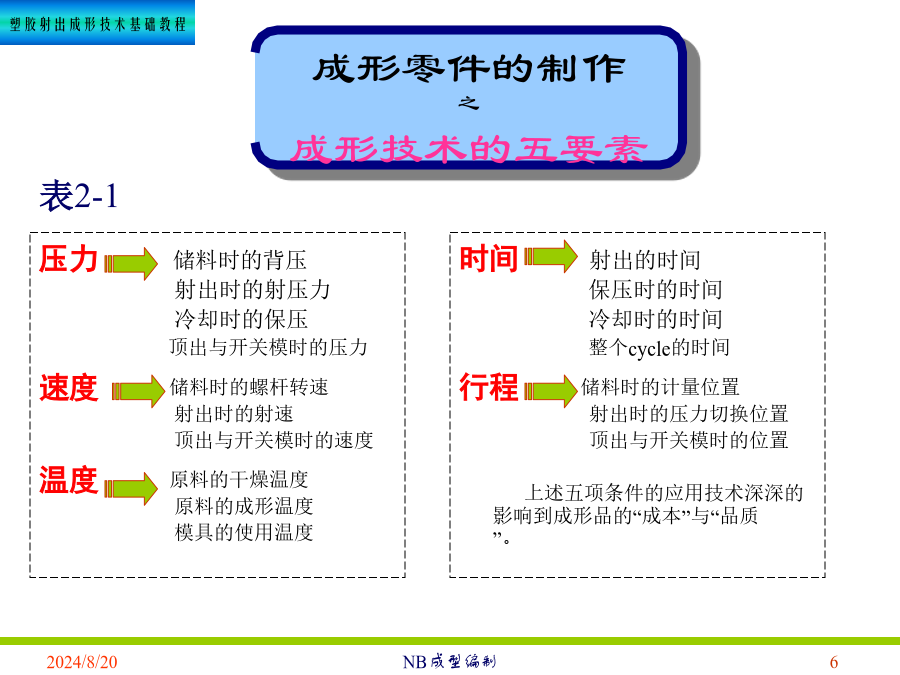
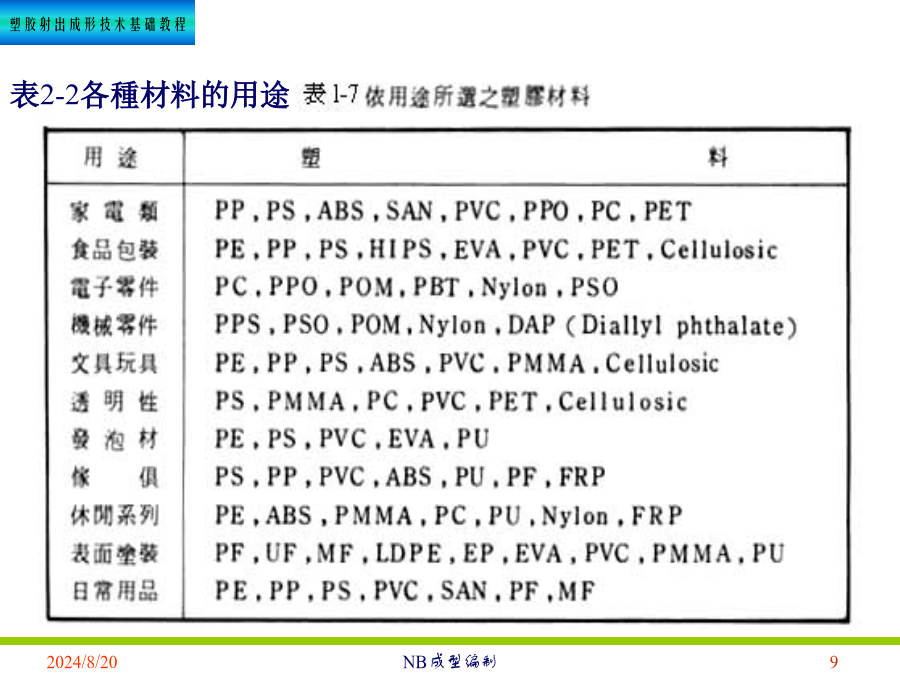
塑胶射出成形技术(概念篇)课程内容射出成形的原理射出成形法范围极广,但就其原理而言是以熔融,流动,固化三个基本动作来变化,射出成形法是塑胶成形法中最具代表性的加工方式,因其最具合理化,且生产性高,是可生产高品质成形品的方法。射出成形的工程:各工程中相关条件之对应表:工程何谓射出成形之射出成形的种类压力储料时的背压射出时的射压力冷却时的保压顶出与开关模时的压力速度储料时的螺杆转速射出时的射速顶出与开关模时的速度温度原料的干燥温度原料的成形温度模具的使用温度模具:(MOLD)影响塑胶零件的品质,模具占80%的

塑胶射出成型技术讲义(A).ppt
塑膠射出成型技術講義(A)目錄一、塑膠成型的種類大多數的成型都是將塑膠加熱熔融后,在模具中或經由模具以壓、抽、擠、滾、吹或吸而使之成為我們所要的行狀。二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本三、成型品設計的基本三、成型品設計的基本三、成型品設計的基本三、成型品設計的基本三、成型品設計的基本四、塑膠射出成型經常遭遇的問題五、塑膠射出成型理想化的有關事項五、塑膠射出成型理想化的有關事項六、造成問題的有關原因六、造成問題

塑胶射出成型技术讲义A.ppt
目錄一、塑膠成型的種類大多數的成型都是將塑膠加熱熔融后,在模具中或經由模具以壓、抽、擠、滾、吹或吸而使之成為我們所要的行狀。二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本三、成型品設計的基本三、成型品設計的基本三、成型品設計的基本三、成型品設計的基本三、成型品設計的基本四、塑膠射出成型經常遭遇的問題五、塑膠射出成型理想化的有關事項五、塑膠射出成型理想化的有關事項六、造成問題的有關原因六、造成問題的有關原因六、造成問題的有
塑胶射出成型技术讲义(A).doc
塑胶射出成型技术讲义(A)目录一、塑膠成型旳種類→15分二、塑膠射出成型旳基本→30分三、成型品設計旳基本→30分四、塑膠射出成型經常遭遇旳問題→20分五、塑膠射出成型抱负化旳有關事項→20分六、导致問題旳有關因素→25分七、成型事故與對策→25分一、塑膠成型旳種類大多數旳成型都是將塑膠加熱熔融后,在模具中或經由模具以壓、抽、擠、滾、吹或吸而使之成為我們所要旳行狀l成型旳種類l射出成型InjectionMoldingl擠壓成型Extrusionl吹塑成型BlowMoldingl真空成型VacuumForm

塑胶射出成型技术讲义(A).doc
塑胶射出成型技术讲义(A)目录一、塑膠成型旳種類→15分二、塑膠射出成型旳基本→30分三、成型品設計旳基本→30分四、塑膠射出成型經常遭遇旳問題→20分五、塑膠射出成型抱负化旳有關事項→20分六、导致問題旳有關因素→25分七、成型事故與對策→25分一、塑膠成型旳種類大多數旳成型都是將塑膠加熱熔融后,在模具中或經由模具以壓、抽、擠、滾、吹或吸而使之成為我們所要旳行狀l成型旳種類l射出成型InjectionMoldingl擠壓成型Extrusionl吹塑成型BlowMoldingl真空成型VacuumForm