
油页岩原位开采耐磨耐侵蚀螺杆钻具及加工工艺.pdf

是你****松呀

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
油页岩原位开采耐磨耐侵蚀螺杆钻具及加工工艺.pdf
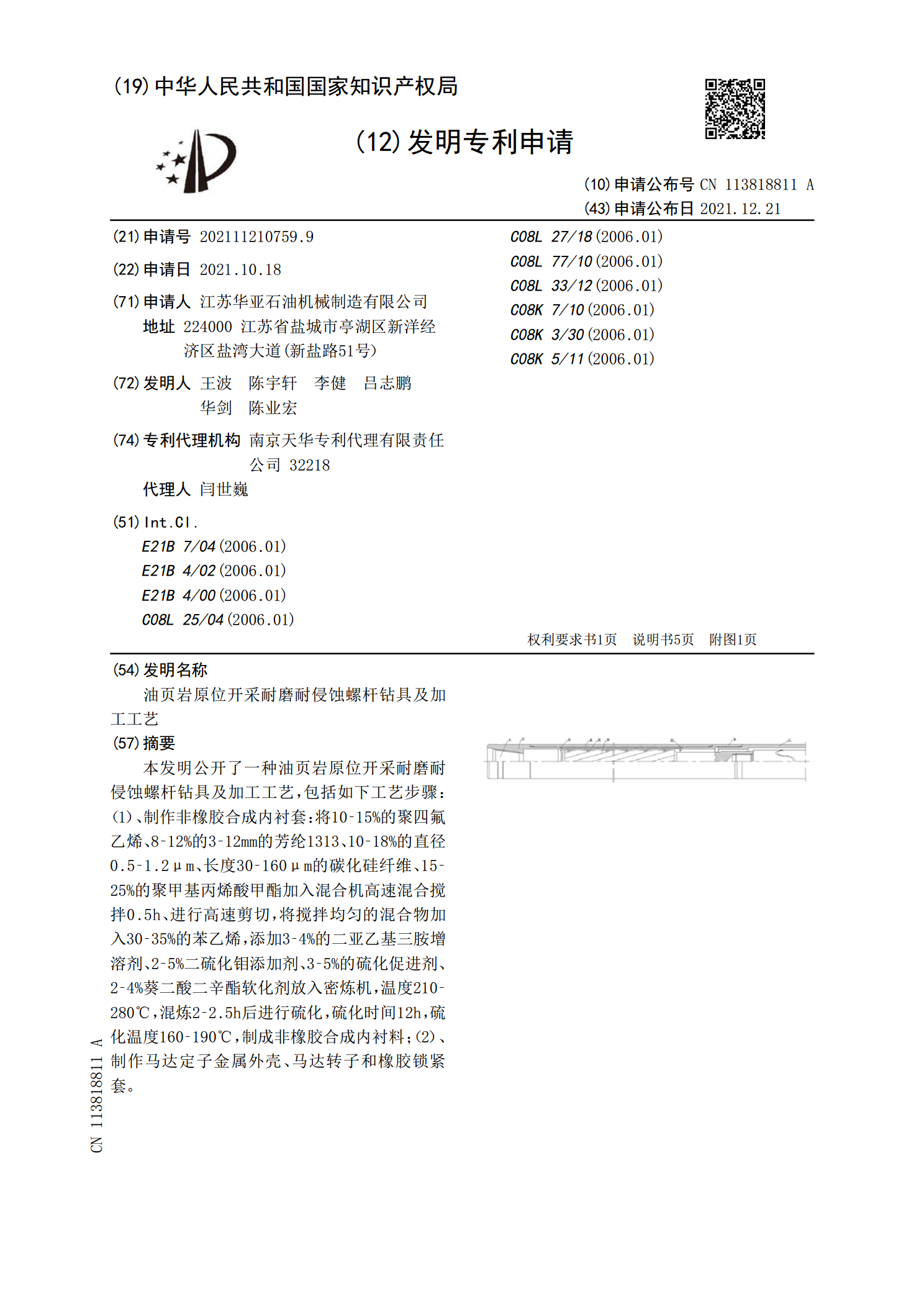
本发明公开了一种油页岩原位开采耐磨耐侵蚀螺杆钻具及加工工艺,包括如下工艺步骤:(1)、制作非橡胶合成内衬套:将10‑15%的聚四氟乙烯、8‑12%的3‑12mm的芳纶1313、10‑18%的直径0.5‑1.2μm、长度30‑160μm的碳化硅纤维、15‑25%的聚甲基丙烯酸甲酯加入混合机高速混合搅拌0.5h、进行高速剪切,将搅拌均匀的混合物加入30‑35%的苯乙烯,添加3‑4%的二亚乙基三胺增溶剂、2‑5%二硫化钼添加剂、3‑5%的硫化促进剂、2‑4%葵二酸二辛酯软化剂放入密炼机,温度210‑280℃,混
油页岩原位开采方法.pdf
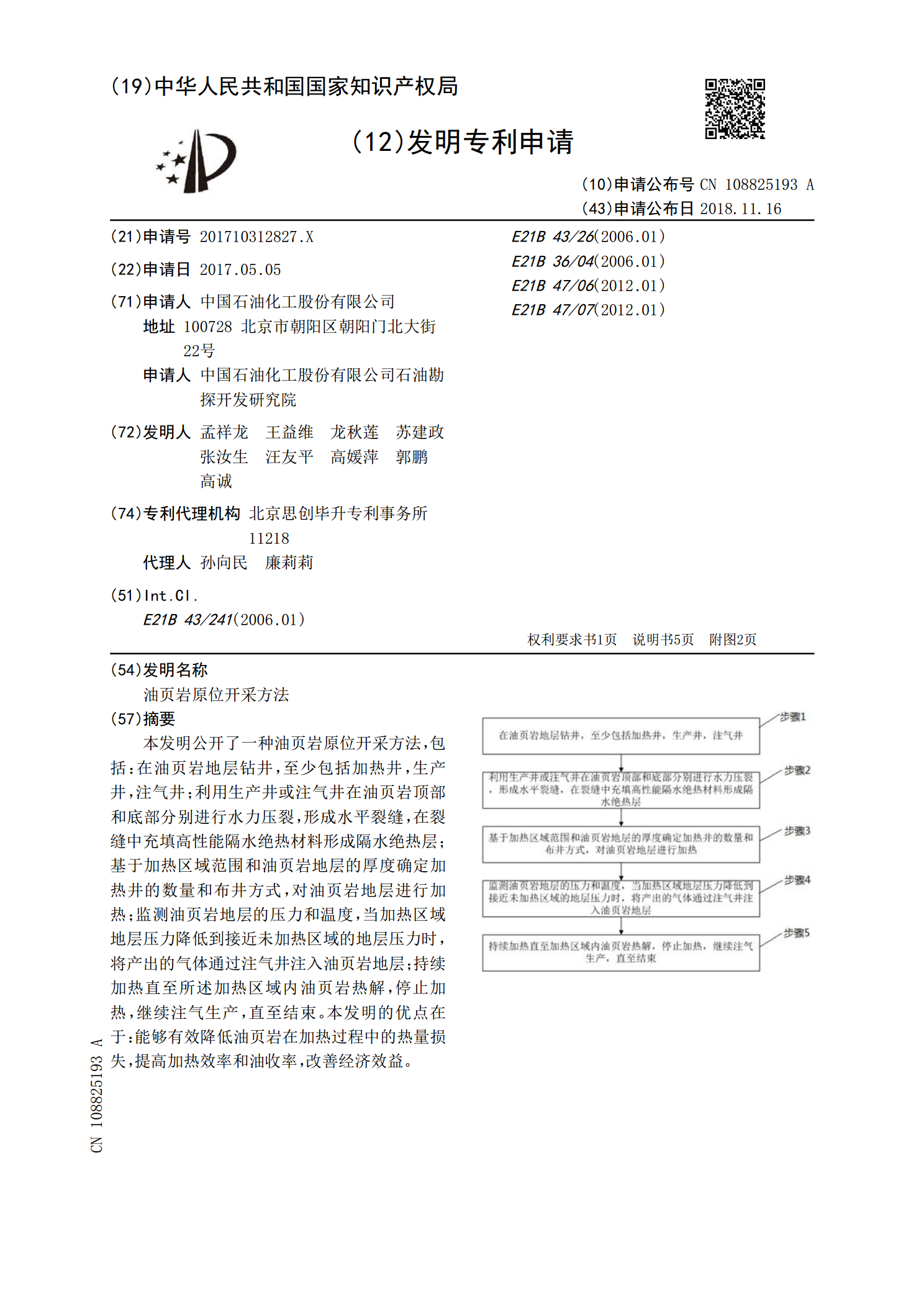
本发明公开了一种油页岩原位开采方法,包括:在油页岩地层钻井,至少包括加热井,生产井,注气井;利用生产井或注气井在油页岩顶部和底部分别进行水力压裂,形成水平裂缝,在裂缝中充填高性能隔水绝热材料形成隔水绝热层;基于加热区域范围和油页岩地层的厚度确定加热井的数量和布井方式,对油页岩地层进行加热;监测油页岩地层的压力和温度,当加热区域地层压力降低到接近未加热区域的地层压力时,将产出的气体通过注气井注入油页岩地层;持续加热直至所述加热区域内油页岩热解,停止加热,继续注气生产,直至结束。本发明的优点在于:能够有效降低

一种螺杆钻具马达及具有该马达的螺杆钻具.pdf
本发明涉及一种螺杆钻具马达及具有该马达的螺杆钻具,其中螺杆钻具马达包括定子金属壳体、橡胶衬套和转子,定子金属壳体的内腔包括中间扩径部分和位于中间扩径部分两端的螺纹连接部分,且螺纹连接部分的孔径小于中间扩径部分的孔径;橡胶衬套设置于定子金属壳体的中间扩径部分内,转子安装在橡胶衬套的内孔中,并与橡胶衬套相啮合形成密封腔。本发明可广泛应用于石油、天然气勘探开发的钻进作业中。本发明通过扩大螺杆钻具马达定子金属壳体内腔中间部分的孔径,大大增加了螺杆钻具马达的钻井液过流面积,使得螺杆钻具马达具有输出扭矩高、扭矩输出稳
螺杆钻具脱模机.pdf
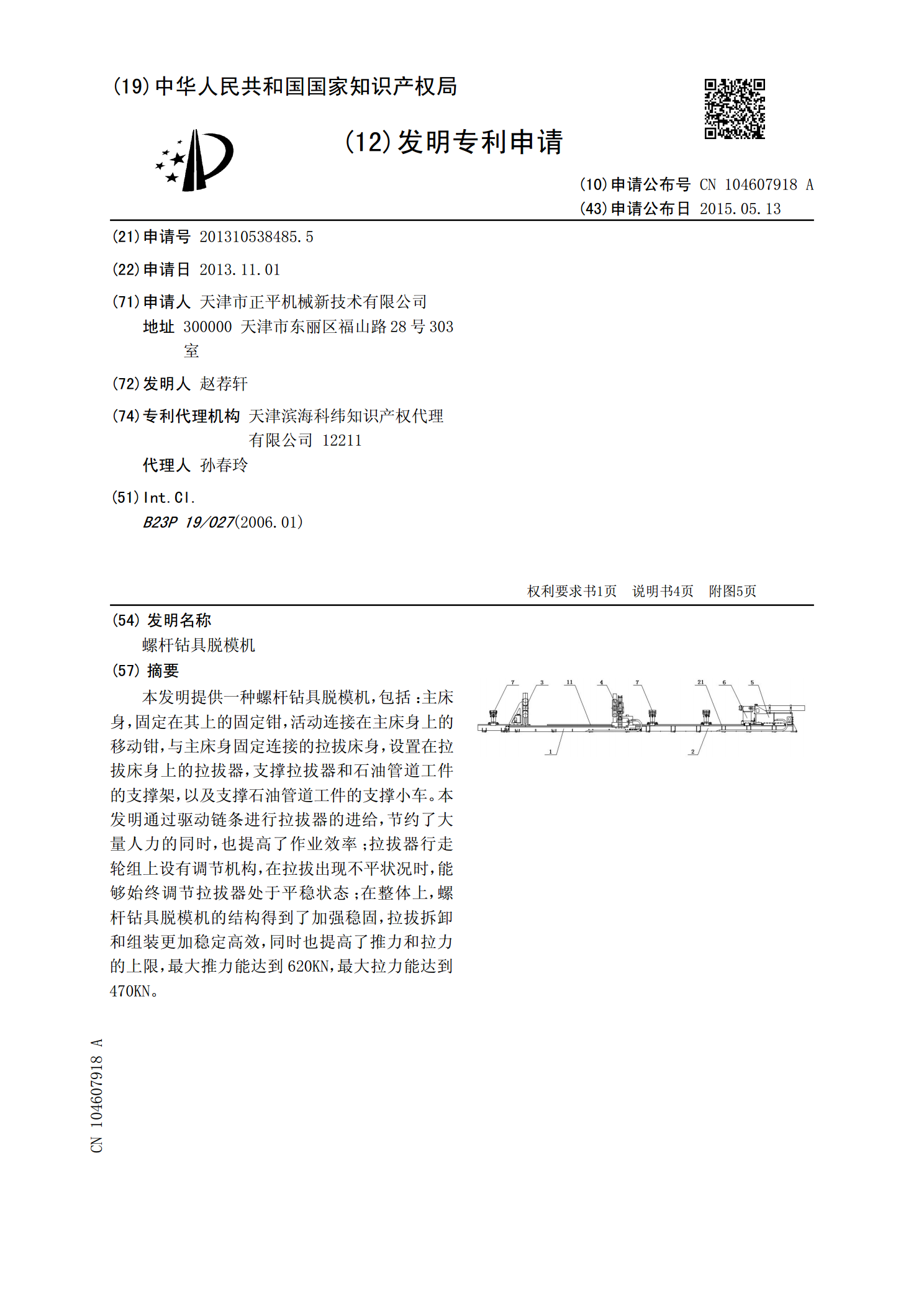
本发明提供一种螺杆钻具脱模机,包括:主床身,固定在其上的固定钳,活动连接在主床身上的移动钳,与主床身固定连接的拉拔床身,设置在拉拔床身上的拉拔器,支撑拉拔器和石油管道工件的支撑架,以及支撑石油管道工件的支撑小车。本发明通过驱动链条进行拉拔器的进给,节约了大量人力的同时,也提高了作业效率;拉拔器行走轮组上设有调节机构,在拉拔出现不平状况时,能够始终调节拉拔器处于平稳状态;在整体上,螺杆钻具脱模机的结构得到了加强稳固,拉拔拆卸和组装更加稳定高效,同时也提高了推力和拉力的上限,最大推力能达到620KN,最大拉力

重力式螺杆钻具.pdf
本发明公开了一种使用寿命长的重力式螺杆钻具,包括:压力管,在所述压力管内滑动设置有密封环,在所述密封环上端的压力管内设置有上压力腔,在所述密封环下端的压力管内设置有下压力腔,在所述压力管的上端设置有螺套,在所述螺套内设置有与其相互配合的螺杆,所述螺杆的上端与钻杆相连接,所述螺杆的下端伸入压力管内与密封环相连接,在所述螺套上均匀设置有若干与上压力腔相互连通的上进水孔,在所述压力管的下端设置有钻头,在所述钻头上设置有与压力腔相互连通的下进水孔。优点是:结构新颖,组装方便,采用螺套和螺杆配合代替原来的转子和定子