
拉削工艺及其设备.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

拉削工艺及其设备.doc
拉削工艺及其设备机械工程学院05级机制(1)班12005240727惠小兵拉削的概念内花键简介所选用的设备及简单介绍拉削工艺拉削特点及应用一。拉削的概念:用拉刀作为刀具的切削加工。当拉刀相对工件从右向左做直线移动时,工件的加工余量由拉刀上逐齿递增尺寸的刀齿依次切除(图1)。通常,一次工作行程即能加工成形,是一种高效率的精加工方法二.内花键的简介内花键主要用于与花键装配,可以均匀地传递扭矩,传递较大的扭矩,自动对中,等等,广泛应用于齿轮的传动,如内花键齿轮,下图是几种常见的内花键齿轮三·所选用的设备介绍A.

拉削工艺及其发展现状.docx
拉削工艺及其发展现状拉削工艺及其发展现状摘要:拉削工艺是一种常用的金属加工方法,具有高效、高精度和高表面质量的特点。本论文将介绍拉削工艺的基本原理,包括设备、工艺参数和工艺流程,并重点讨论了拉削工艺在不同材料和应用领域中的发展现状。通过对拉削工艺现有研究成果和创新应用的综述,对拉削工艺的发展趋势进行了探讨。1.引言拉削工艺是一种通过材料的塑性变形来实现加工的方法,常用于生产轴类零件和孔类零件。它在传统机械加工中占据重要地位,并且在微加工和超精密加工中也得到广泛应用。拉削工艺具有高效、高精度和高表面质量的特
一种螺旋拉削设备及其螺旋拉削方法.pdf
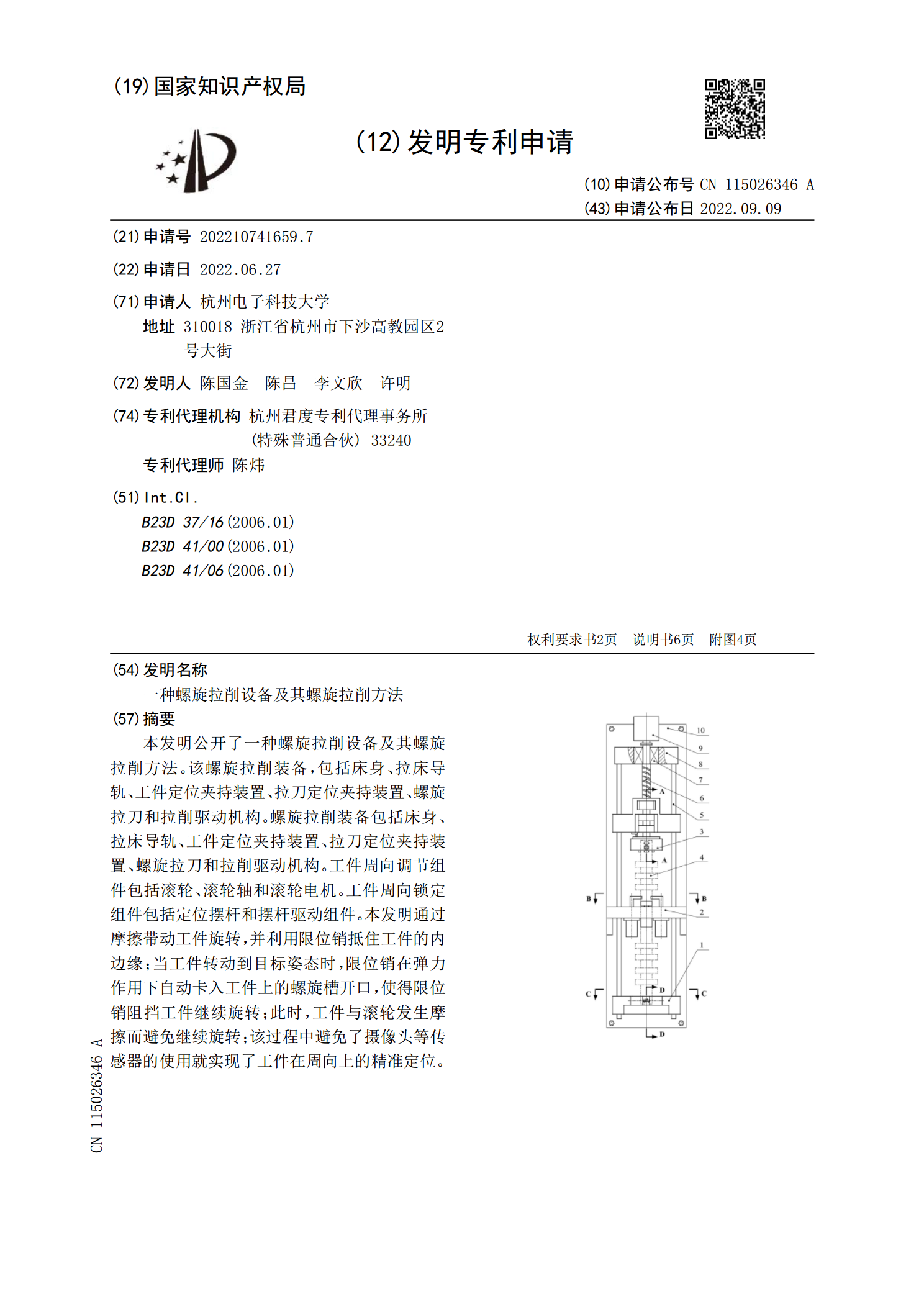
本发明公开了一种螺旋拉削设备及其螺旋拉削方法。该螺旋拉削装备,包括床身、拉床导轨、工件定位夹持装置、拉刀定位夹持装置、螺旋拉刀和拉削驱动机构。螺旋拉削装备包括床身、拉床导轨、工件定位夹持装置、拉刀定位夹持装置、螺旋拉刀和拉削驱动机构。工件周向调节组件包括滚轮、滚轮轴和滚轮电机。工件周向锁定组件包括定位摆杆和摆杆驱动组件。本发明通过摩擦带动工件旋转,并利用限位销抵住工件的内边缘;当工件转动到目标姿态时,限位销在弹力作用下自动卡入工件上的螺旋槽开口,使得限位销阻挡工件继续旋转;此时,工件与滚轮发生摩擦而避免继

回转拉削工艺.docx
回转拉削工艺回转拉削工艺摘要:回转拉削工艺是一种常用的金属加工工艺,通过将金属材料固定在回转工作台上,并使用切削工具进行切削来达到所需的形状和尺寸。本论文将探讨回转拉削工艺的原理、应用领域以及相关的发展趋势。1.引言回转拉削工艺是一种广泛应用于金属材料加工的工艺,具有高效、精密和灵活性的特点。它广泛应用于航空、汽车、机械等行业中,用于制造各种零件和组件。回转拉削工艺的发展已经取得了显著的进展,不断推动着金属加工技术的革新。2.原理回转拉削工艺的原理是通过将金属材料固定在一台回转工作台上,工作台可以同时进行

旋转拉削工艺.docx
旋转拉削工艺旋转拉削工艺简介旋转拉削工艺是一种常用的金属加工方法,它主要通过将工件固定在旋转工作台上,然后使用切削刀具对工件进行切削,从而实现对工件形状和尺寸的精确加工。旋转拉削工艺被广泛应用于车床加工、铣床加工、数控加工等领域。本论文将对旋转拉削工艺的原理、应用及发展进行综述。一、旋转拉削工艺的原理旋转拉削工艺的原理主要包括切削过程、切削力和表面质量。切削过程:在旋转拉削工艺中,刀具通过相对旋转的方式对工件进行切削。刀具通过与工件接触,产生切削力矩,使工件相对于刀具均匀旋转。通过对刀具的移动和切削速度的