
数控珩磨机.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控珩磨机.doc
数控珩磨机廖伟庆18696541299北京大足同进机械有限公司珩磨专家www.dazutj.com数控珩磨机什么叫珩磨?珩磨油石条以矩形工作面对工件原孔表面进行回转、往复和扩张运动,在大量的切削液中实行以面接触切削的精密加工方法;使精加工后的表面形成独特的交叉网格痕迹。珩磨油石的扩张进给有定压进给和定量进给两种方式,在加工过程中需要对加工尺寸进行在线测量或伺服控制。珩磨的主旋和往复运动一直进行,直到加工到设定尺寸为止。珩磨你想要解决的问题机械珩磨机基础常识珩磨机主要用砂轮旋转研磨工件以使其可达到要求的平整

普通珩磨机的数控改造.docx
普通珩磨机的数控改造普通珩磨机数控改造摘要:随着数控技术的发展,传统的珩磨机已无法满足现代制造业的需求。本文主要探讨了普通珩磨机的数控改造,包括改造原因、技术方案、改造效果等方面。通过数控改造,可以提高磨削精度和效率,使珩磨机更适用于现代制造工艺。关键词:珩磨机,数控改造,磨削精度,磨削效率一、引言随着现代制造业对产品精度和效率的要求越来越高,对磨削设备的要求也越来越严格。而传统的珩磨机由于操作方式单一、精度有限,已无法满足现代制造业的需求。因此,进行珩磨机的数控改造,提高磨削精度和效率是当下的一个热点问

珩磨机和珩磨机的应用.pdf
一种珩磨机(10),尤其切入式珩磨机,用于珩磨柱面、球面、锥面和/或圆锥面,尤其滚动轴承的部件,所述珩磨机设置有:加工刀具(16),其用于在相对于工件(14)的第一加工位处对工件(14)进行切削加工;和涡流检测探针(28),其用于在相对于工件(14)的第二加工位处对工件(14)进行裂纹检测和/或磨削烧伤检测,所述第二加工位尤其沿周向方向相对于第一加工位错开。通过将涡流检测探针(28)集成到珩磨机(10)中,能够实现低成本地制造和检测高精度表面。

PCI珩磨机数控检测装置改造.docx
PCI珩磨机数控检测装置改造标题:PCI珩磨机数控检测装置改造摘要:随着现代制造技术的不断发展和进步,机械加工领域对于高精度、高效率的加工设备的需求也越来越迫切。PCI珩磨机作为一种常见的加工设备,其数控检测装置的改造对于提高加工质量和生产效率具有重要意义。本文结合PCI珩磨机的实际情况,探讨了数控检测装置的改造方案,包括硬件和软件方面的调整和升级。通过改造,PCI珩磨机能够更好地适应多种加工要求,提高加工精度和生产效率。关键词:PCI珩磨机;数控检测装置;改造;加工质量;生产效率一、引言PCI珩磨机是一
立式珩磨机.pdf
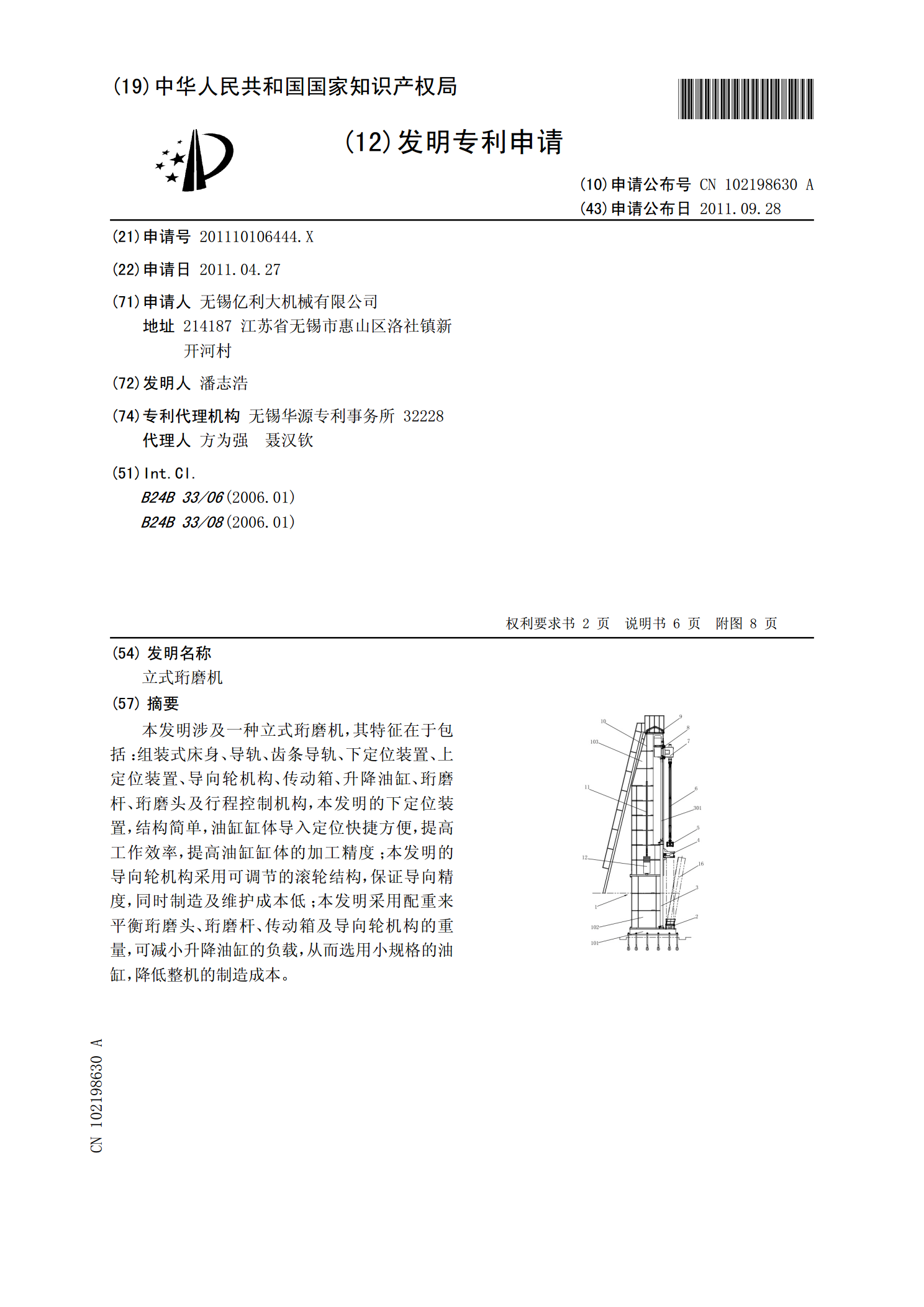
本发明涉及一种立式珩磨机,其特征在于包括:组装式床身、导轨、齿条导轨、下定位装置、上定位装置、导向轮机构、传动箱、升降油缸、珩磨杆、珩磨头及行程控制机构,本发明的下定位装置,结构简单,油缸缸体导入定位快捷方便,提高工作效率,提高油缸缸体的加工精度;本发明的导向轮机构采用可调节的滚轮结构,保证导向精度,同时制造及维护成本低;本发明采用配重来平衡珩磨头、珩磨杆、传动箱及导向轮机构的重量,可减小升降油缸的负载,从而选用小规格的油缸,降低整机的制造成本。