
数控龙门铣上加工大型直齿锥齿轮--.doc

kp****93


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

数控龙门铣上加工大型直齿锥齿轮--.doc
数控龙门铣上加工大型直齿锥齿轮摘要:直齿锥齿轮一般要在专用机床上加工,但能够加工大型直齿锥齿轮的生产企业极少。在数控龙门铣床上铣削加工大型直齿锥齿轮方法简单易行,加工精度能够满足一般使用要求,运行平稳。效率髙,质量好。直齿锥齿轮也叫直齿伞齿轮,它用于两轴相交的传动,两轴夹角通常是90°,但也有大于或小于90°的。对于精度要求较高的直齿锥齿轮一般是在刨齿机上用展成法加工,精度要求较低的(精度低于9级)直齿锥齿轮通常在普通铣床用成型铣刀加工。至于普通铣床加工直齿锥齿轮的铣削方法在各种铣工技术方面的书籍都有详细

数控双刀盘直齿锥齿轮铣齿机.pdf
本发明涉及一种数控双刀盘直齿锥齿轮铣齿机,包括床身总成、主驱动箱总成,摇台总成,刀具箱总成、工件箱总成和床鞍回转板总成等,特征在于:刀具箱总成包括安装在摇台总成鼓轮上的上刀架座组件和下刀架座组件、上刀具箱组件、下刀具箱组件、上下刀架座角度调整机构、上刀具箱横向移动调整装置和下刀具箱横向移动调整装置,工件箱总成内设有用于消除分度动作中窜动间隙的弹簧阻尼装置。优点是:可增强齿轮机床的整体刚性、充分简化机床结构、各运动轴传动链和调整计算程序,降低制造成本,大幅度提高齿轮切削加工精度;不仅可实现大批量齿轮的加工,
一种用于加工直锥齿轮的铣齿机.pdf
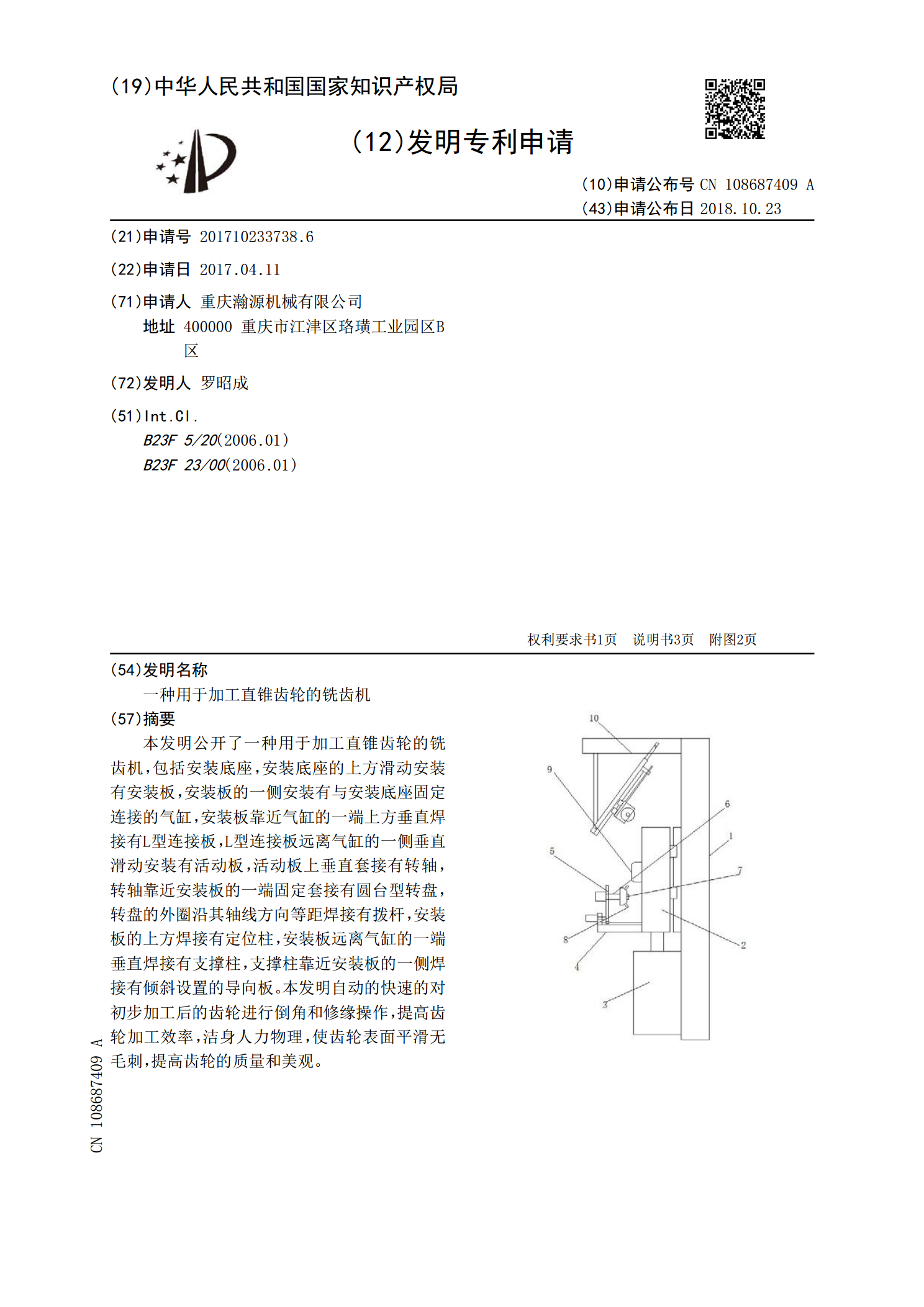
本发明公开了一种用于加工直锥齿轮的铣齿机,包括安装底座,安装底座的上方滑动安装有安装板,安装板的一侧安装有与安装底座固定连接的气缸,安装板靠近气缸的一端上方垂直焊接有L型连接板,L型连接板远离气缸的一侧垂直滑动安装有活动板,活动板上垂直套接有转轴,转轴靠近安装板的一端固定套接有圆台型转盘,转盘的外圈沿其轴线方向等距焊接有拨杆,安装板的上方焊接有定位柱,安装板远离气缸的一端垂直焊接有支撑柱,支撑柱靠近安装板的一侧焊接有倾斜设置的导向板。本发明自动的快速的对初步加工后的齿轮进行倒角和修缘操作,提高齿轮加工效率

大型曲线齿锥齿轮加工数控机床.pdf
(19)中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号CN101041194A(43)申请公布日2007.09.26(21)申请号CN200710011102.3(22)申请日2007.04.25(71)申请人杨林地址110023辽宁省沈阳市沈阳工业大学机械工程学院(72)发明人杨林(74)专利代理机构沈阳智龙专利事务所代理人宋铁军(51)Int.CI权利要求说明书说明书幅图(54)发明名称大型曲线齿锥齿轮加工数控机床(57)摘要本发明大型曲线齿锥齿轮加工数控机床,其特征是机床床身为

数控螺旋锥齿轮铣齿机.pdf
本发明涉及一种数控螺旋锥齿轮铣齿机,包括床身、立柱、刀具主轴箱、工件主轴箱、回转工作台,特征是:床身采用其表面具有坡度的L形结构,床身靠外一侧边设有排屑槽,与排屑槽相邻处通过滑板装有中空上立柱,上立柱外壁上装有壁挂式砂轮主轴箱,上立柱内设有配重机构并与刀具主轴箱连接,工件主轴箱上设有齿轮消隙机构,回转工作台采用由工作台主轴等构成的回转整体、由转台轴承外圈和支撑套构成的固定整体结构。优点是:排屑通畅,避免床身过热变形,可满足渐缩齿和等高齿两种齿制的加工,回转工作台定位精度高,传动力矩大,具有自锁紧功能,工件