
无心磨床产品缺陷的分析.docx

kp****93


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

无心磨床产品缺陷的分析.docx
无心磨床产品缺陷的分析一.零件不圆产生原因消除方法(1)导轮沒有修圆(2)磨削次数少或上道工序椭圆度过大。(3)砂轮磨钝(4)磨量过大或走刀量过大(1)重修导轮,待导轮修圆为止(通常修到无断续声为止)(2)适当增加磨削次数(3)重修砂轮(4)减少磨量和重刀速度二.零件有棱边形(多边形)产生原因消除方法(1)零件中心提高吵够(2)零件轴向推力过大,使零件紧压挡销而不能均匀的施转(3)砂轮不平衡(4)零件中心过高(1)准确提高零件中心度(1040为190MM。1050为220MM)(2)减少导轮倾角到0.5或

无心磨床产品缺陷的分析表.doc
无心磨床产品缺陷的分析表一.零件不圆5@:f"@,V9S'Y5S!G2X%n0j:a产生原因消除方法1K&^5`6k,e(1)导轮沒有修圆*d,?"j4d5Z#@6R&I'|(2)磨削次数少或上道工序椭圆度过大。,Nm&f+[3B0e9N(3)砂轮磨钝+h1k!]"MN1d(4)磨量过大或走刀量过大2?)n$J%k4l&z6r(1)重修导轮,待导轮修圆为止(通常修到无断续声为止);Q)O.Q:\6N']7H8r1p3e8R(2)适当增加磨削次数7T:p"j'A4g)e2|!K'F(3)重修砂轮5F.{0f

几种无心磨床常见磨削缺陷及消除方法.docx
几种无心磨床常见磨削缺陷及消除方法无心磨床是一种重要的金属加工设备,广泛应用于工件的精密磨削中。然而,在无心磨床的操作和使用过程中,常常会出现一些磨削缺陷,影响着磨削质量和工件的精度。本文将探讨几种无心磨床常见的磨削缺陷及其消除方法。首先,我们先介绍无心磨床常见的磨削缺陷之一:磨削表面粗糙度不合格。磨削表面粗糙度不合格的原因主要是磨石与工件的接触不良或者磨石的选择不当。为了解决这一问题,可以采取以下措施:首先,确保磨石的选择与磨削材料相适应,选择合适的磨石可以提高磨削表面的光洁度。其次,合理调整磨石与工件

无心磨床主轴瓦的废品分析.docx
无心磨床主轴瓦的废品分析无心磨床主轴瓦的废品分析无心磨床主轴瓦是机床上不可或缺的关键零部件,其主要作用是支撑主轴转动,传递动力和承受负载,所以其质量特别重要。然而,在生产过程中常会出现主轴瓦的废品,严重影响生产效率和产品质量。本文将对无心磨床主轴瓦废品进行分析,从原因、检测和改进措施三个方面来探讨解决废品的方法。一、废品原因分析1.材料问题一般来说,主轴瓦主要由高性能轴承钢、铝青铜等材料制成,如果原材料质量不好,或者管制不严,主轴瓦表面易产生气孔、夹杂等缺陷,直接影响瓦的结构和强度,最终导致废品的产生。2
无心磨床.pdf
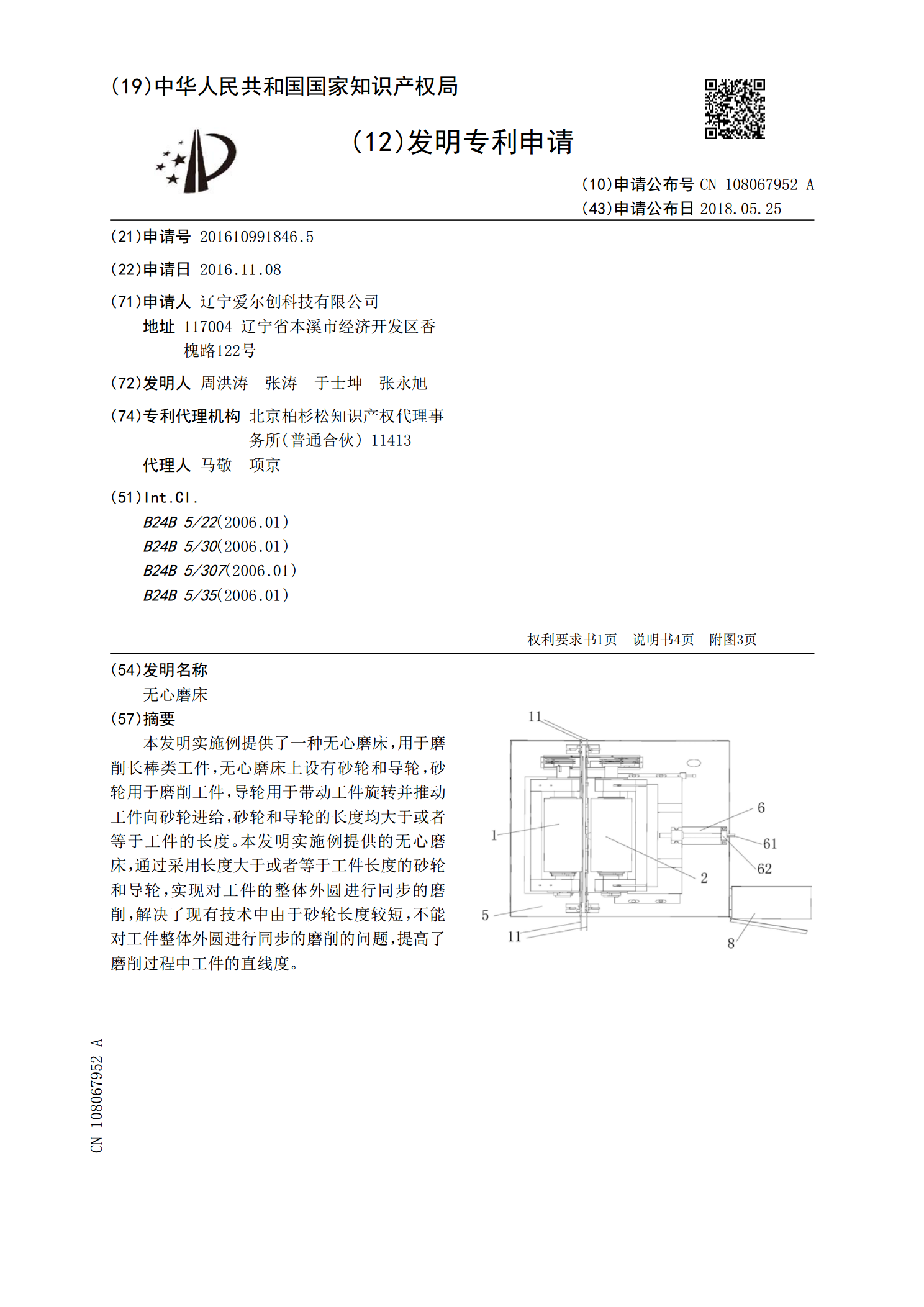
本发明实施例提供了一种无心磨床,用于磨削长棒类工件,无心磨床上设有砂轮和导轮,砂轮用于磨削工件,导轮用于带动工件旋转并推动工件向砂轮进给,砂轮和导轮的长度均大于或者等于工件的长度。本发明实施例提供的无心磨床,通过采用长度大于或者等于工件长度的砂轮和导轮,实现对工件的整体外圆进行同步的磨削,解决了现有技术中由于砂轮长度较短,不能对工件整体外圆进行同步的磨削的问题,提高了磨削过程中工件的直线度。