
柱塞焊接夹具.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

柱塞焊接夹具.doc
柱塞焊接专用设备说明书摘要本专利属于柱塞自动焊接加工制造所使用的专用设备,其包括自动焊接系统、装夹定位系统和PLC控制系统。常规的柱塞焊接分两道工序,先进行柱塞管与螺母的焊接,再进行柱塞管与底盖的焊接,本专利采用一套装夹定位装置进行装夹定位,利用采用PLC编程的控制装置实现机械手精确运动以达到对不同焊接位置的精确定位和焊接的目的,从而完成柱塞各个位置零件的自动化焊接。整个焊接过程采用PLC控制系统编制程序控制,先实现柱塞管与螺母的焊接,然后机械手精确运动,到达柱塞管与底盖焊接处的上方,先实现柱塞管与底盖的
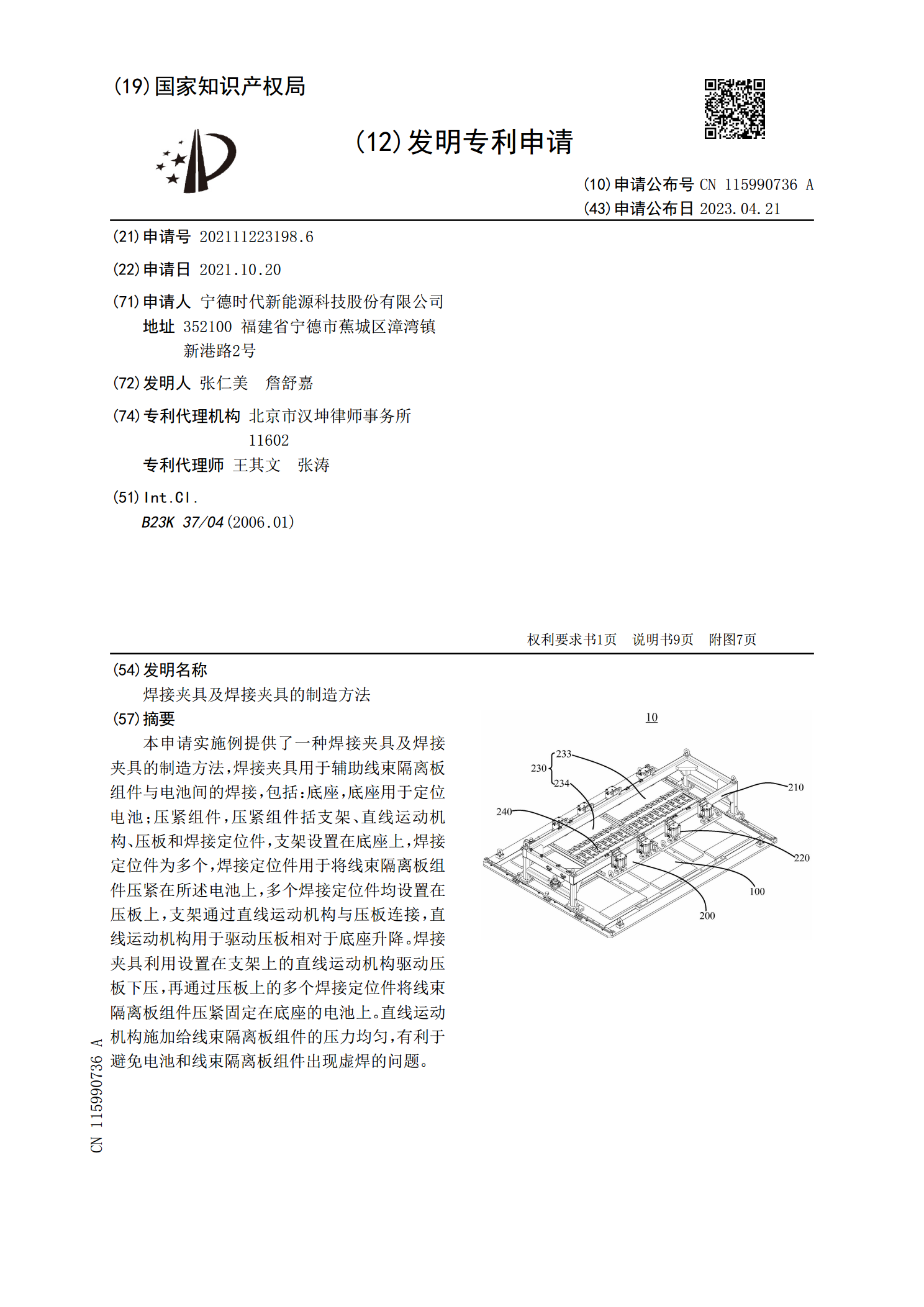
焊接夹具及焊接夹具的制造方法.pdf
本申请实施例提供了一种焊接夹具及焊接夹具的制造方法,焊接夹具用于辅助线束隔离板组件与电池间的焊接,包括:底座,底座用于定位电池;压紧组件,压紧组件括支架、直线运动机构、压板和焊接定位件,支架设置在底座上,焊接定位件为多个,焊接定位件用于将线束隔离板组件压紧在所述电池上,多个焊接定位件均设置在压板上,支架通过直线运动机构与压板连接,直线运动机构用于驱动压板相对于底座升降。焊接夹具利用设置在支架上的直线运动机构驱动压板下压,再通过压板上的多个焊接定位件将线束隔离板组件压紧固定在底座的电池上。直线运动机构施加给
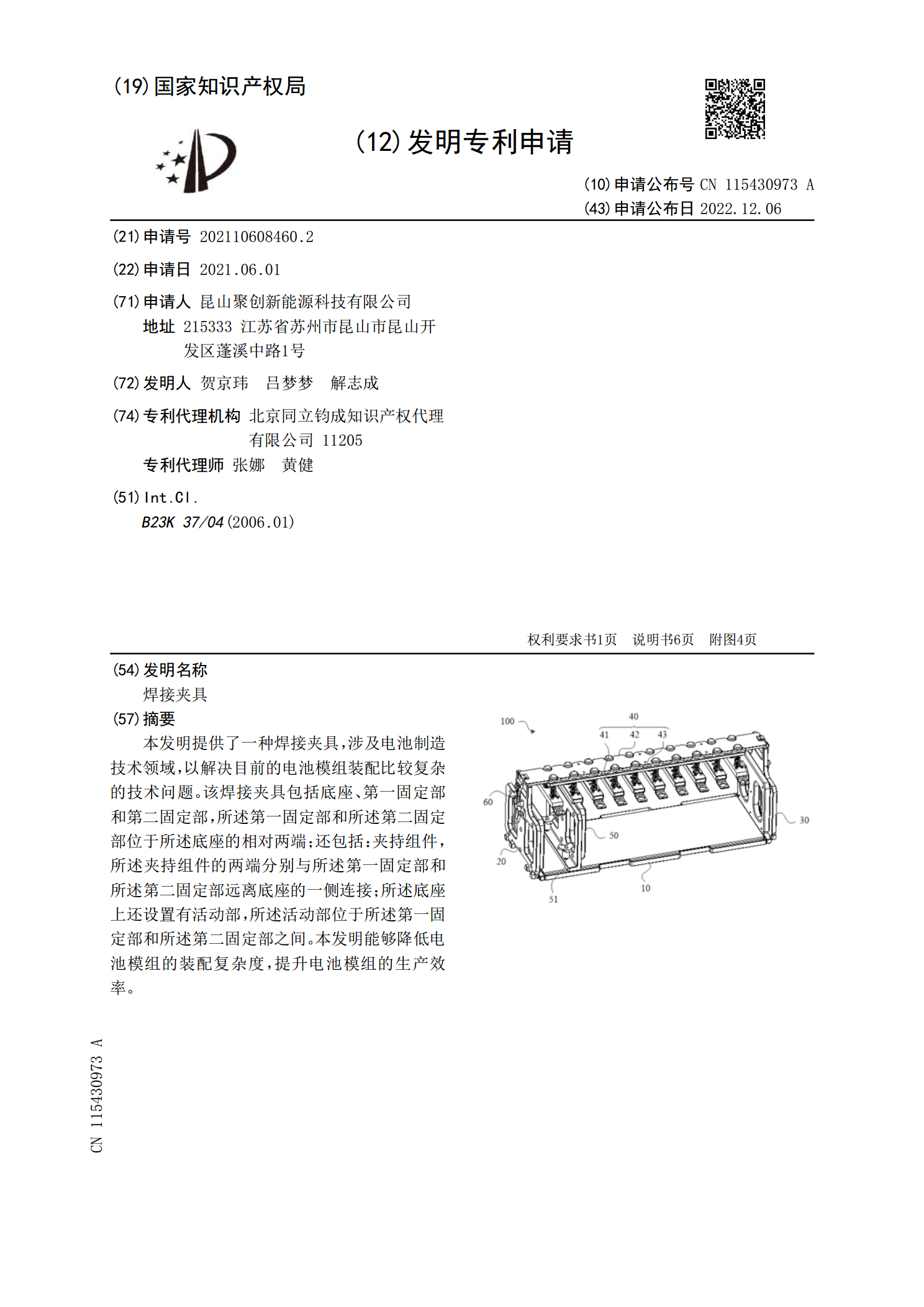
焊接夹具.pdf
本发明提供了一种焊接夹具,涉及电池制造技术领域,以解决目前的电池模组装配比较复杂的技术问题。该焊接夹具包括底座、第一固定部和第二固定部,所述第一固定部和所述第二固定部位于所述底座的相对两端;还包括:夹持组件,所述夹持组件的两端分别与所述第一固定部和所述第二固定部远离底座的一侧连接;所述底座上还设置有活动部,所述活动部位于所述第一固定部和所述第二固定部之间。本发明能够降低电池模组的装配复杂度,提升电池模组的生产效率。
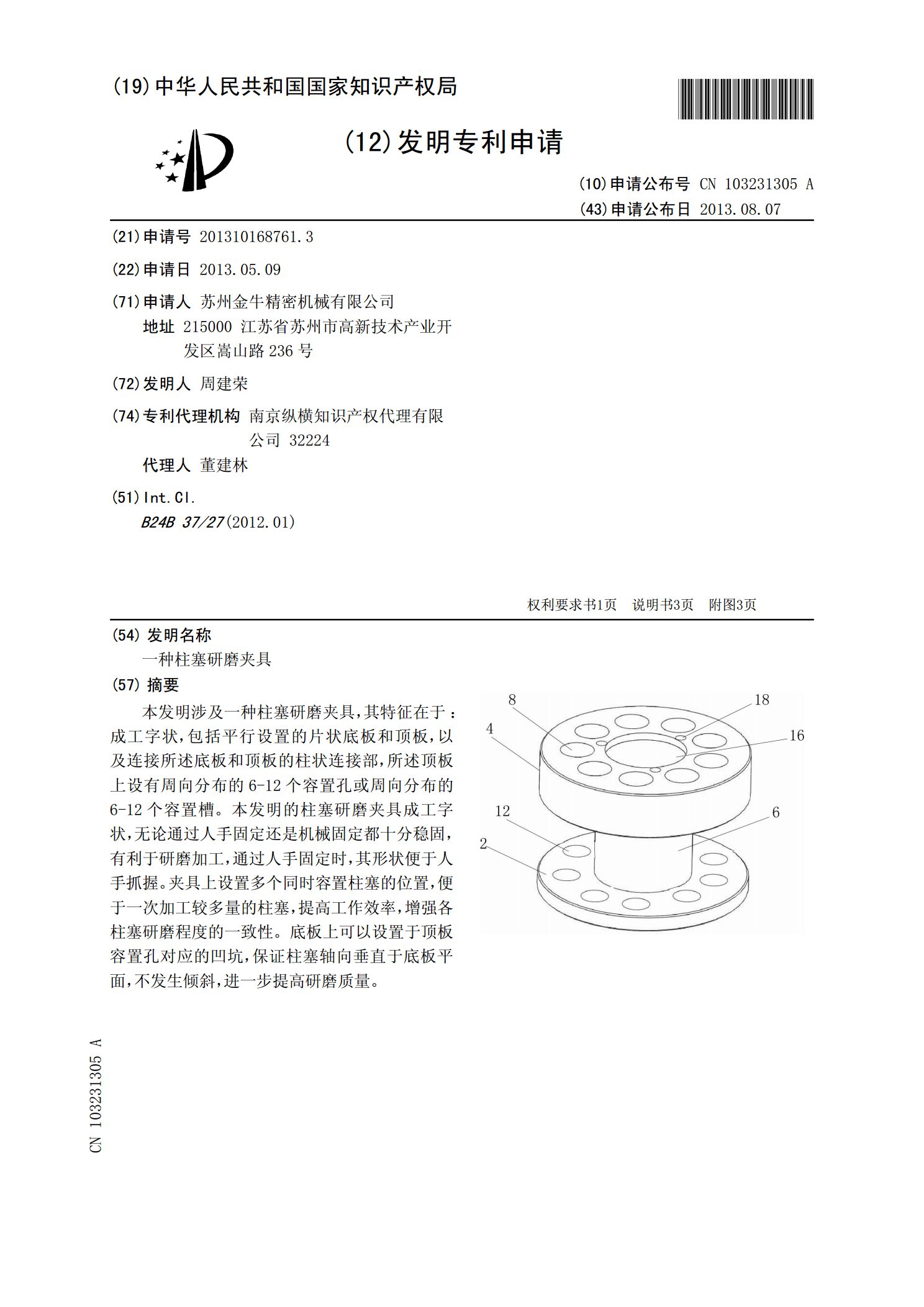
一种柱塞研磨夹具.pdf
本发明涉及一种柱塞研磨夹具,其特征在于:成工字状,包括平行设置的片状底板和顶板,以及连接所述底板和顶板的柱状连接部,所述顶板上设有周向分布的6-12个容置孔或周向分布的6-12个容置槽。本发明的柱塞研磨夹具成工字状,无论通过人手固定还是机械固定都十分稳固,有利于研磨加工,通过人手固定时,其形状便于人手抓握。夹具上设置多个同时容置柱塞的位置,便于一次加工较多量的柱塞,提高工作效率,增强各柱塞研磨程度的一致性。底板上可以设置于顶板容置孔对应的凹坑,保证柱塞轴向垂直于底板平面,不发生倾斜,进一步提高研磨质量。
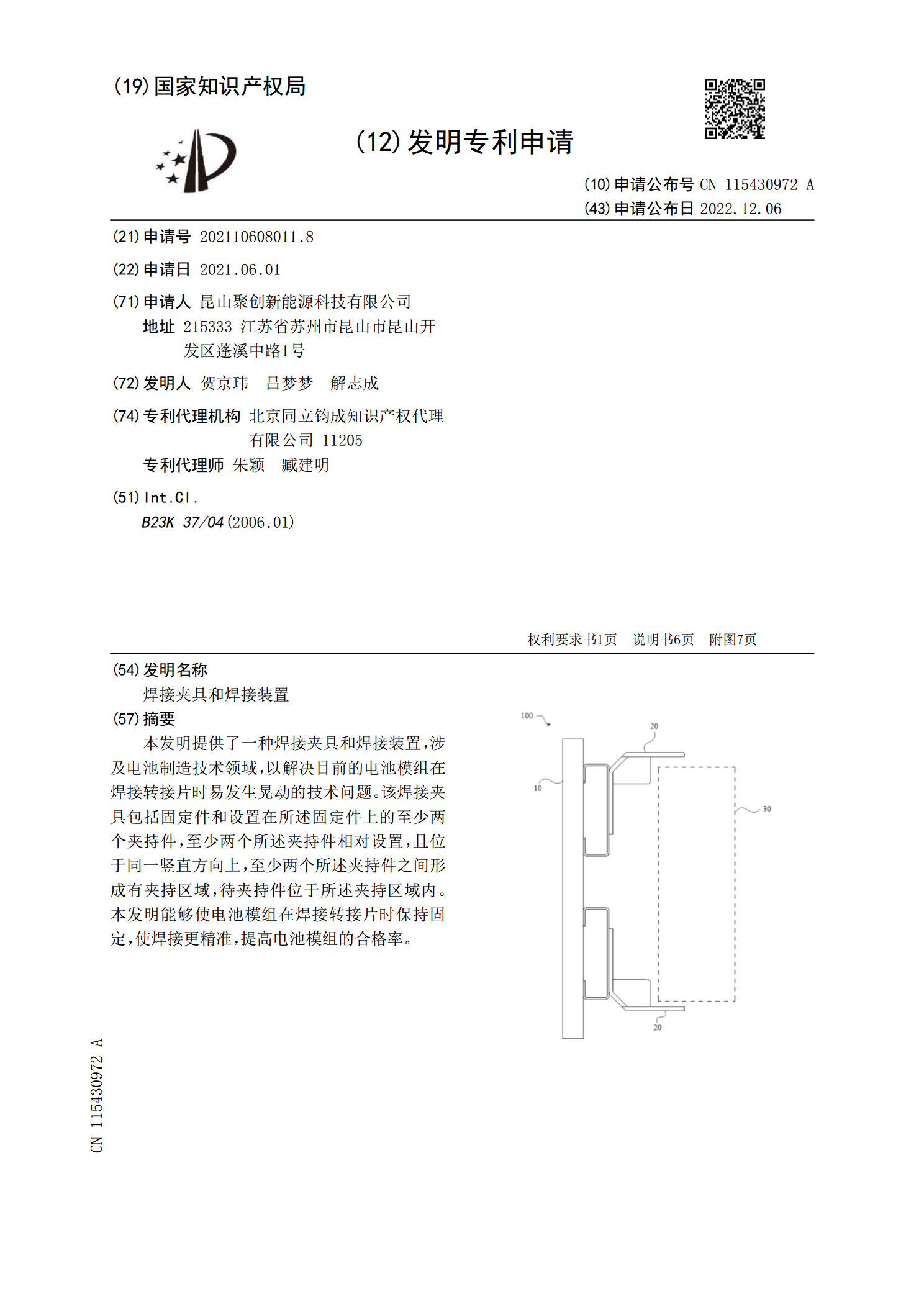
焊接夹具和焊接装置.pdf
本发明提供了一种焊接夹具和焊接装置,涉及电池制造技术领域,以解决目前的电池模组在焊接转接片时易发生晃动的技术问题。该焊接夹具包括固定件和设置在所述固定件上的至少两个夹持件,至少两个所述夹持件相对设置,且位于同一竖直方向上,至少两个所述夹持件之间形成有夹持区域,待夹持件位于所述夹持区域内。本发明能够使电池模组在焊接转接片时保持固定,使焊接更精准,提高电池模组的合格率。