
高效散热微通道液冷冷板焊接技术及成形工艺研究.pdf

qw****27

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高效散热微通道液冷冷板焊接技术及成形工艺研究.pdf
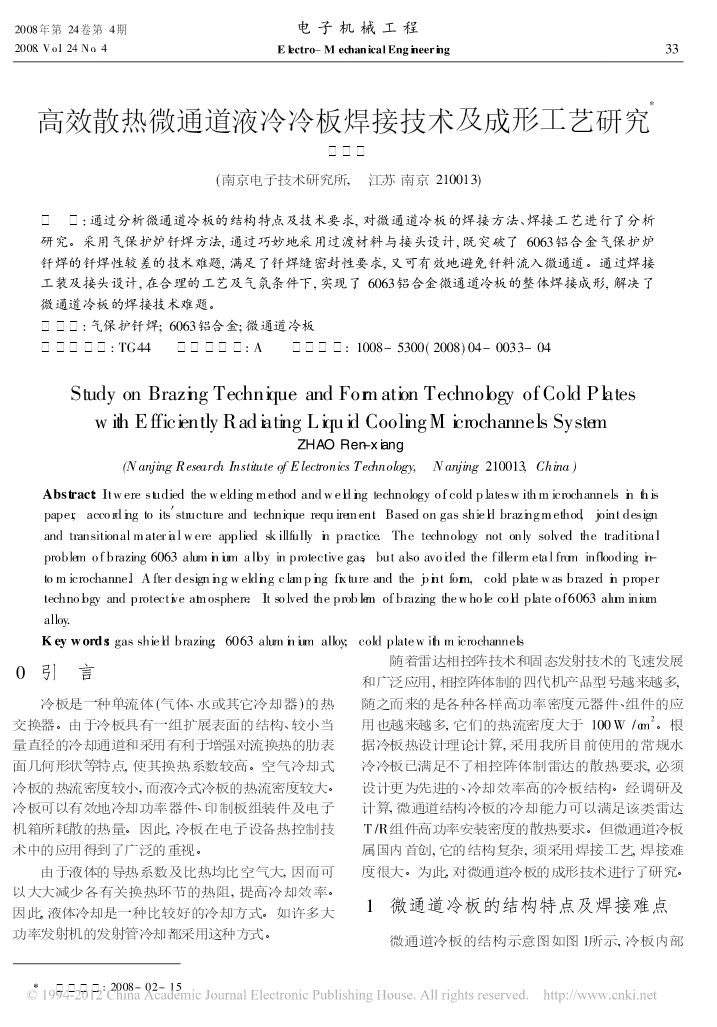
2008年第24卷第4期电子机械工程2008.Vo.l24No.4Electro-MechanicalEngineering33高效散热微通道液冷冷板焊接技术及成形工艺研究*赵仁祥(南京电子技术研究所,江苏南京210013)摘要:通过分析微通道冷板的结构特点及技术要求,对微通道冷板的焊接方法、焊接工艺进行了分析研究。采用气保护炉钎焊方法,通过巧妙地采用过渡材料与接头设计,既突破了6063铝合金气保护炉钎焊的钎焊性较差的技术难题,满足了钎焊缝密封性要求,又可有效地避免钎料流入微通道。通过焊接工装及接头设计,

微通道液冷冷板散热特性研究.docx
微通道液冷冷板散热特性研究摘要本论文研究了微通道液冷冷板散热特性。实验结果表明,微通道液冷冷板具有较高的散热效率和稳定性。并且,不同的微通道结构和冷却液类型对散热性能有不同的影响。本研究对于微通道液冷技术的应用具有一定的参考价值。关键词:微通道;液冷;散热特性;冷板AbstractThispaperstudiestheheatdissipationcharacteristicsofmicrochannelliquid-cooledcoldplates.Theexperimentalresultsshowt

典型微通道液冷冷板散热性能试验研究.docx
典型微通道液冷冷板散热性能试验研究摘要:本文通过典型微通道液冷冷板的实验研究,探究了微通道液冷技术在散热性能上的优势。首先介绍了微通道液冷的原理和特点,接着阐述了实验方法和结果,并对比了传统散热方式,最后总结了微通道液冷的应用前景和未来发展方向。关键词:微通道液冷、散热性能、试验研究、应用前景引言:随着计算机技术的快速发展,计算机硬件的功率也在快速提高,这给散热系统的设计带来了极大的挑战。目前,计算机散热系统采用的主要方式是空气冷却和水冷却,但它们在面对高功率密度下的散热需求时,效果已大打折扣。微通道液冷

微通道液冷冷板矩形槽道铣削工艺实验研究.docx
微通道液冷冷板矩形槽道铣削工艺实验研究摘要:微通道液冷技术已被广泛应用于高功率电子器件的散热。本文主要研究了微通道液冷冷板的加工工艺。首先,通过对冷板槽道结构设计的分析,采用矩形槽道作为铣削工艺加工的目标形状。然后,对加工参数进行探讨和优化,例如加工刀具、转速、进给速度和切削深度等。最后,通过实验验证了该加工工艺的可行性以及加工精度和表面质量的统计分析。实验结果表明,采用矩形槽道铣削工艺可以获得高质量的微通道液冷冷板。关键词:微通道液冷;冷板槽道;矩形槽道铣削;加工参数;表面质量1.引言随着半导体集成电路
微通道液冷冷板的设计与仿真分析.pptx
添加副标题目录PART01PART02设计原理结构设计材料选择制造工艺PART03仿真分析的必要性常用的仿真软件仿真模型的建立仿真分析的流程PART04传热性能仿真分析流动性能仿真分析结构强度仿真分析可靠性仿真分析PART05基于性能仿真的优化设计优化设计方案的评价与选择优化设计案例分析优化设计的应用前景PART06实验目的与实验条件实验方法与步骤实验结果分析与讨论实验验证结论与建议PART07研究结论总结研究成果的应用与推广价值未来研究展望感谢您的观看