
模具设计冷却水路.pptx

和蔼****娘子

1/10
2/10

3/10

4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
模具设计-冷却水路.ppt
整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt

模具设计冷却水路.pptx
冷卻水路(shuǐlù)設計對產品品質的影響開始語冷卻的重要性生產成本頂出溫度:產品從模具中頂出的溫度會受很多因素的影響。產品的強度必須足夠大以抵抗由于體積收縮的變化和殘余應力而產生的翹曲和頂出系統對產品施加的局部應力。頂出力(chūlì)受產品的几何形狀、模具的表面光潔度和在充填與保壓過程中模穴的填充度的影響。循環時間:通常﹐循環時間是產品的溫度降到能安全頂出的溫度所花的時間。如果充填和保壓過程都是最佳化的﹐改善冷卻行為可以顯著地減小冷卻時間。因為冷卻時間通常包括80%的循環時間﹐所以減小冷卻時間會顯著
冷却水路设计.ppt
冷卻水路設計對產品品質的影響開始語冷卻的重要性生產成本頂出溫度:產品從模具中頂出的溫度會受很多因素的影響。產品的強度必須足夠大以抵抗由于體積收縮的變化和殘余應力而產生的翹曲和頂出系統對產品施加的局部應力。頂出力受產品的几何形狀、模具的表面光潔度和在充填與保壓過程中模穴的填充度的影響。循環時間:通常﹐循環時間是產品的溫度降到能安全頂出的溫度所花的時間。如果充填和保壓過程都是最佳化的﹐改善冷卻行為可以顯著地減小冷卻時間。因為冷卻時間通常包括80%的循環時間﹐所以減小冷卻時間會顯著減小循環時間和生產成本。影響冷
注塑模具 冷却水路.ppt
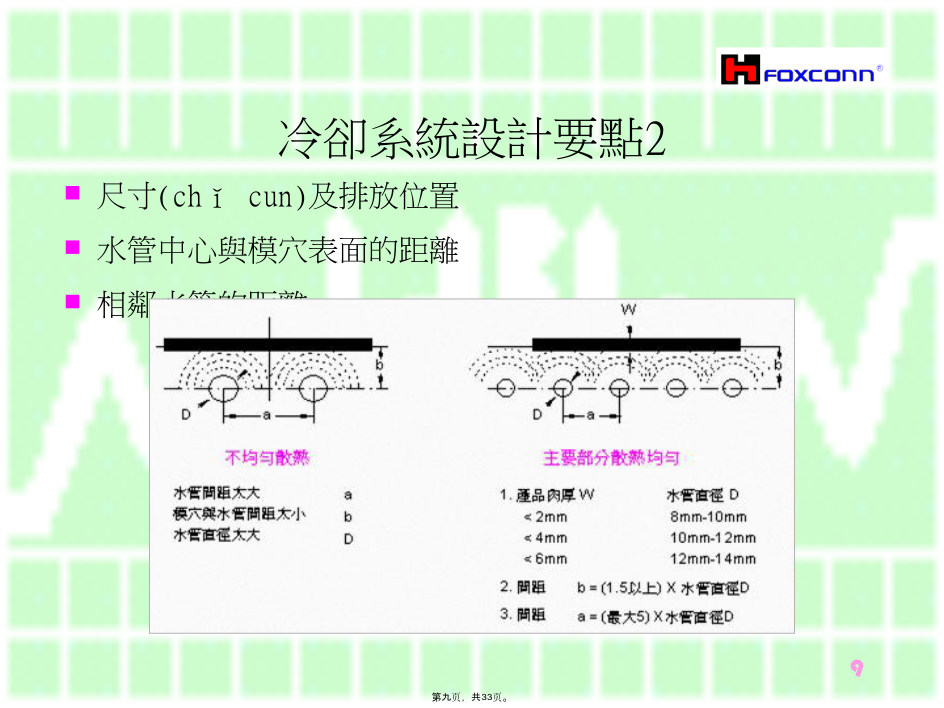
一、冷却水路设计原则二、冷却水路样式三、冷却水路优化实例四、加热设备简介一、冷却水路设计原则2.模具冷却系统:3.冷却系统水孔径间距与型腔之间的关系一、冷却水路设计原则二、冷却水路样式二、冷却水路样式二、冷却水路样式二、冷却水路样式二、冷却水路样式二、冷却水路样式二、冷却水路样式二、冷却水路样式二、冷却水路样式三、冷却水路优化设计实例三、冷却水路优化设计实例三、冷却水路优化设计实例三、冷却水路优化设计实例三、冷却水路优化设计实例四、模具加热设备简介四、模具加热设备简介四、模具加热设备简介四、模具加热设备简

冷却水路设计ppt课件.ppt
冷卻水路設計對產品品質的影響開始語冷卻的重要性生產成本頂出溫度:產品從模具中頂出的溫度會受很多因素的影響。產品的強度必須足夠大以抵抗由于體積收縮的變化和殘余應力而產生的翹曲和頂出系統對產品施加的局部應力。頂出力受產品的几何形狀、模具的表面光潔度和在充填與保壓過程中模穴的填充度的影響。循環時間:通常﹐循環時間是產品的溫度降到能安全頂出的溫度所花的時間。如果充填和保壓過程都是最佳化的﹐改善冷卻行為可以顯著地減小冷卻時間。因為冷卻時間通常包括80%的循環時間﹐所以減小冷卻時間會顯著減小循環時間和生產成本。影響冷