
复习-互换性与技术测量.ppt

qw****27


1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共61页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

复习-互换性与技术测量.ppt
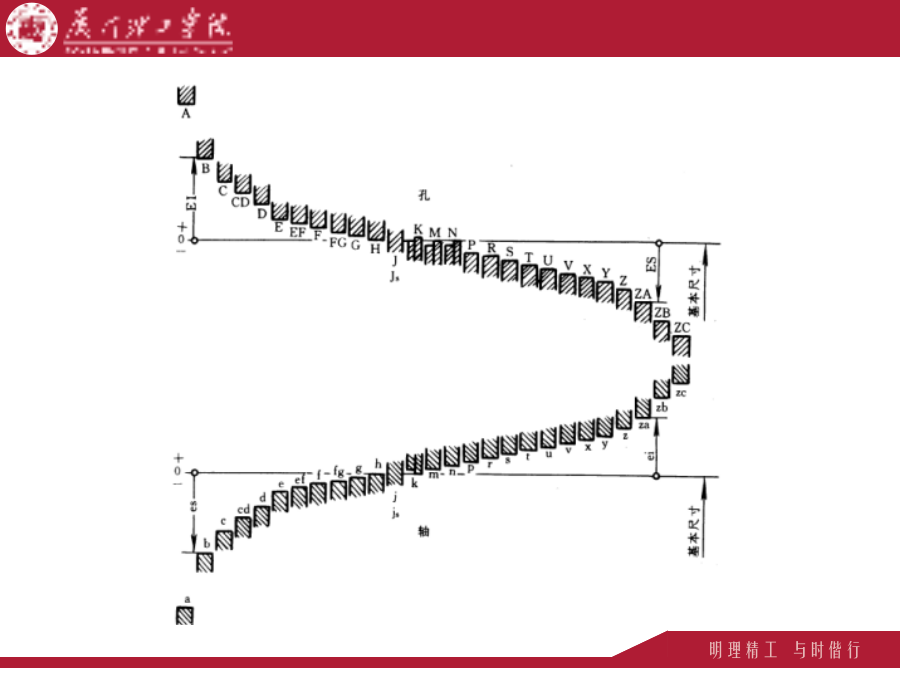
复习极限与配合定义最大极限尺寸–尺寸要素允许的最大尺寸。最小极限尺寸–尺寸要素允许的最小尺寸。上极限偏差–上极限尺寸减其公称尺寸所得的代数差。(ES)下极限偏差–下极限尺寸减其公称尺寸所得的代数差。(EI)尺寸公差–允许尺寸的变动量,等于最大极限尺寸减最小极限尺寸之差,或上极限偏差减下极限偏差之差。配合制一、标准公差系列基本偏差代号基本偏差的代号用拉丁字母表示,大写字母代表孔,小写字母代表轴.在26个字母中,除去易与其他含义混淆的I、L、O、Q、W(i、l、o、q、w)5个字母外,采用21个,再加上用双字

互换性与测量技术总复习.doc
互换性与测量技术总复习一、判断下列说法是否正确1、对相同规格的一批零件,其最大实体实效尺寸不等于作用尺寸。()2、孔的最大实体尺寸为最大极限尺寸。()3、零件的尺寸偏差可以是正值、负值或零。()4、通过检验获得的尺寸称为实际尺寸。()5、对基本尺寸不同的工件测量时,可用绝对误差来反映它们的测量精度()6、根据被测要素的基本尺寸和形位公差等级都能在国家标准里查到相应的形位公差值。()7、不经挑选和修配就能相互替换、装配的零件,就是具有互换性的零件。()8、直线度公差只适用于轮

互换性与技术测量复习试题.doc
(完整word)互换性与技术测量复习试题(完整word)互换性与技术测量复习试题(完整word)互换性与技术测量复习试题互换性与测量技术基础复习与练习第二部分综合练习判断题1.(√)为使零件的几何参数具有互换性,必须把零件的加工误差控制在给定的范围内。2.(X)公差是零件尺寸允许的最大偏差。3.(X)从制造角度讲,基孔制的特点就是先加工孔,基轴制的特点就是先加工轴.4.(√)Φ10E7、Φ10E8、Φ10E9三种孔的上偏差各不相同,而下偏差相同.5.(X)有相对运动的配合应选用间隙配合,无相对运动的配合均

互换性与测量技术总复习.ppt
互换性☆包含三层含义:1.装配前按一定要求制造;2.装配时不需挑选,不需修配或调整可进行装配;3.装配后满足使用性能的要求。互换性的分类互换性的分类互换性原则在机械制造业中有何作用?(互换性生产的优越性?)优先数和优先数系1.基本尺寸实际尺寸极限尺寸(最大极限尺寸和最小极限尺寸)最大实体极限(尺寸),最小实体极限(尺寸)作用尺寸2.偏差实际偏差极限偏差(上偏差和下偏差)基本偏差:确定尺寸公差带相对零线位置的那个极限偏差称为基本偏差,它可以是上偏差或下偏差,一般为靠近零线的那个极限偏差。术语注意点:区别:a
互换性与测量技术总复习.ppt
《互换性与测量技术》复习互换性☆包含三层含义:1.装配前按一定要求制造;2.装配时不需挑选,不需修配或调整可进行装配;3.装配后满足使用性能的要求。互换性的分类互换性的分类互换性原则在机械制造业中有何作用?(互换性生产的优越性?)优先数和优先数系第一章孔、轴的极限与配合一、基本术语和定义1.基本尺寸实际尺寸极限尺寸(最大极限尺寸和最小极限尺寸)最大实体极限(尺寸),最小实体极限(尺寸)作用尺寸2.偏差实际偏差极限偏差(上偏差和下偏差)基本偏差:确定尺寸公差带相对零线位置的那个极限偏差称为基本偏差,它可以是