
模具基本结构简介之三板模.pptx

和蔼****娘子


1/10
2/10

3/10
4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
模具基本结构简介之三板模.pptx
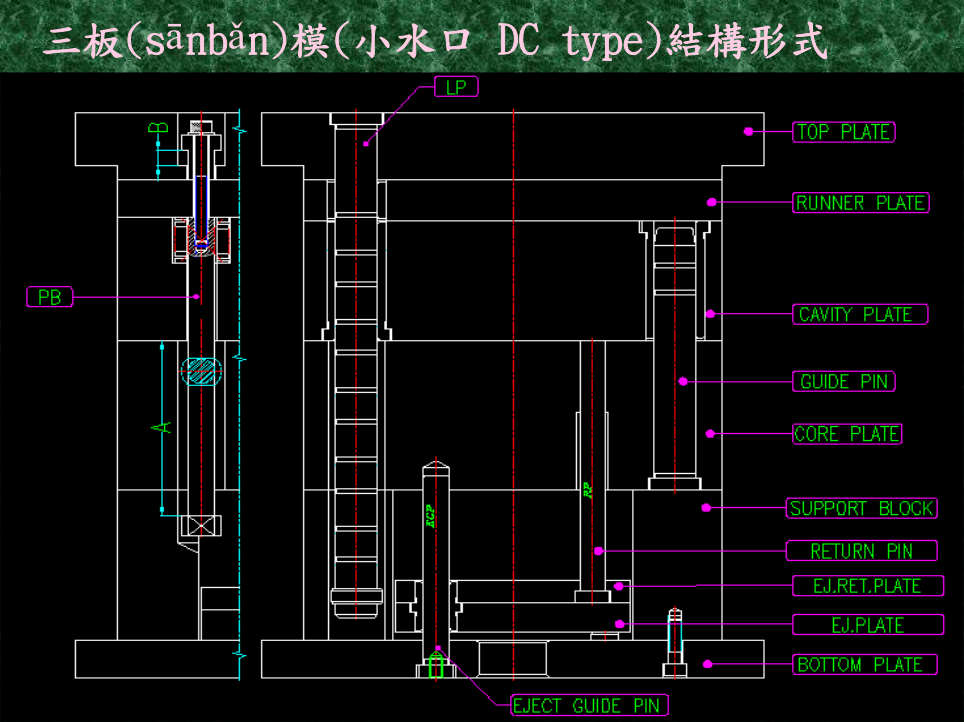
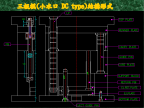
三板(sānbǎn)模(小水口DCtype)結構形式三板(sānbǎn)模(小水口DCtype)運動過程典型的三板(sānbǎn)模(小水口DCtype)運動過程:2.注塑機繼續向後運動,拉力(lālì)不斷增大,超過開閉器鎖緊力.母模板與公模板分開.分開到設定距離時停止不動.3.在脊桿地推動下,頂出板帶動頂出機構(頂針,頂桿,斜稍etc)開始頂出運動,將成品頂出(自動落下或由機械手取走)小拉杆设计方法A:直径确定(quèdìng)300×300以下Φ16300→450Φ20450→600Φ25600以上

模具基本结构简介之三板模学习资料.pptx
会计学三板模(小水口DCtype)结构形式三板模(小水口DCtype)运动过程典型的三板模(小水口DCtype)运动过程:2.注塑机继续向后运动,拉力不断增大,超过开闭器锁紧力.母模板与公模板分开.分开到设定距离时停止不动.3.在脊杆地推动下,顶出板带动顶出机构(顶针,顶杆,斜稍etc)开始顶出运动,将成品顶出(自动落下或由机械手取走)小拉杆设计方法A:直径确定300×300以下Φ16300→450Φ20450→600Φ25600以上Φ30B:通常取四支两支,注意是否影响料头取出位置C:小拉杆行程=料头总
成型培训模具基本结构简介(两板模与三板模的区别).ppt
第一節模具基本結構簡介(兩板模)前言按模具的外形分工字模平面圖工字模軸側圖W=25~35MM典型兩板模之運動原理典型的兩板模(大水口sctype)運動過程:當模具駕到注塑機上時,母模側固定在注塑機前面板上,是不可動的,公模側可隨注塑機一起運動開模過程:(1)公模側在注塑機的拉動下與母模側分開,分開到設定距離時停止不動.(2)在注塑機脊桿地推動下,頂出板帶動頂出機構(頂針,頂桿,斜稍etc)開始頂出運動,將成品頂出(自動落下或由機械手取走)合模過程:(1)在注塑機地推動下,公模側向母模側運動,若頂出板沒有被

模具基本结构简介板模.pptx
三板模(标准细水口DCtype)结构(jiégòu)形式三板模(标准细水口(shuǐkǒu)DCtype)运动过程典型的三板模(细水口(shuǐkǒu)DCtype)运动過程:机继续向后运动,拉力不断增大,超过开闭器锁紧力.母模板与公模板分开.分开到设定距离时停止不动.3.顶出机构(jīgòu)(顶针,顶杆,斜稍etc)在注塑机顶棍带动下开始顶出运动,将成品頂出(自动落下或由机械手取走)小拉杆设计方法A:直径确定300×300以下Φ16300→450Φ20450→600Φ25600以上Φ30B:通常取四支
模具基本结构简介之两板模.ppt
三板模(小水口DCtype)結構形式三板模(小水口DCtype)運動過程典型的三板模(小水口DCtype)運動過程:2.注塑機繼續向後運動,拉力不斷增大,超過開閉器鎖緊力.母模板與公模板分開.分開到設定距離時停止不動.3.在脊桿地推動下,頂出板帶動頂出機構(頂針,頂桿,斜稍etc)開始頂出運動,將成品頂出(自動落下或由機械手取走)小拉杆设计方法A:直径确定300×300以下Φ16300→450Φ20450→600Φ25600以上Φ30B:通常取四支两支,注意是否影响料头取出位置C:小拉杆行程=料头总长+2