
第四章合模导向机构设计.ppt

和蔼****娘子

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

合模导向机构的设计.ppt
第八节合模导向机构设计1、理解掌握合模导向机构的作用及各项设计原则。2、会正确进行合模导向机构各零件的设计。3、在课堂教学和练习过程中提高学生的识图能力。(一)概述(二)导柱导向机构3.固定形式及配合精度导套安装时模板上与之配合的孔径公差按H7/m6或H7/k6配合作业:答案1答案2答案3
第四章合模导向机构设计.ppt
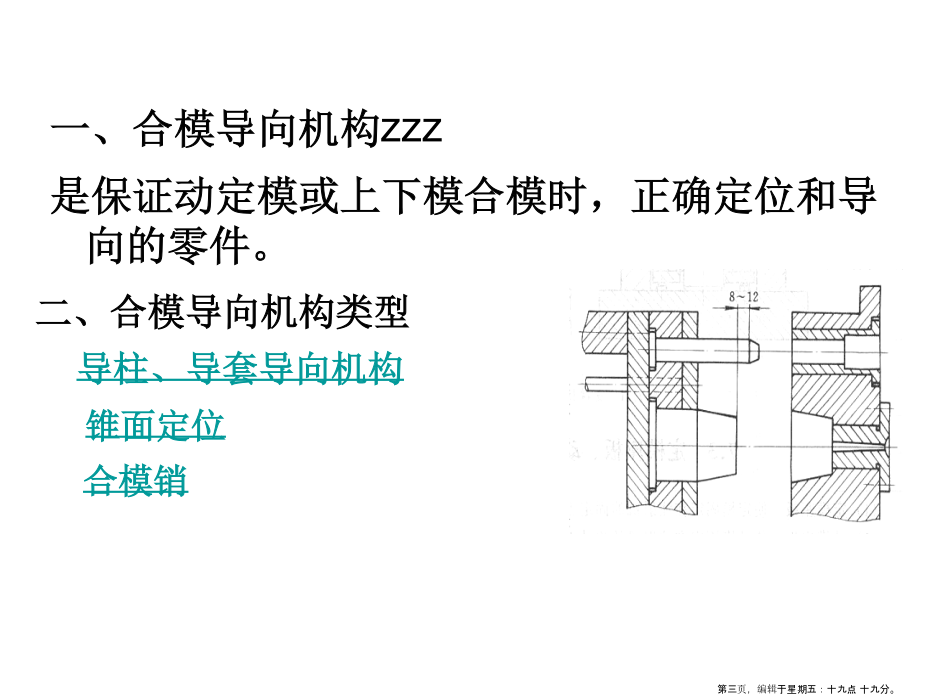
合模导向机构设计合模导向机构设计一、合模导向机构zzz是保证动定模或上下模合模时,正确定位和导向的零件。导向机构的作用:(1)、定位作用模具装配或闭合过程中,避免模具动、定模的错位,模具闭合后保证型腔形状和尺寸的精度。(2)、导向作用动、定模合模时,导向零件相互接触,引导动定模正确闭合,避免成型零件先接触而可能造成成型零件的损坏。(3)、承受一定的侧向压力塑料熔体在注入型腔过程中可能产生单向侧向压力,或由于注射机精度的限制,会使导柱在工作中不可避免受到一定的侧向压力。导柱导向机构的设计利用导柱与导柱孔之间

第五节合模导向机构设计.ppt
第五节合模导向机构设计第五节合模导向机构设计第五节合模导向机构设计第五节合模导向机构设计第五节合模导向机构设计第五节合模导向机构设计第五节合模导向机构设计第五节合模导向机构设计第五节合模导向机构设计第五节合模导向机构设计第五节合模导向机构设计第五节合模导向机构设计第五节合模导向机构设计第五节合模导向机构设计
一种具有导向机构的压铸模架合模装置.pdf
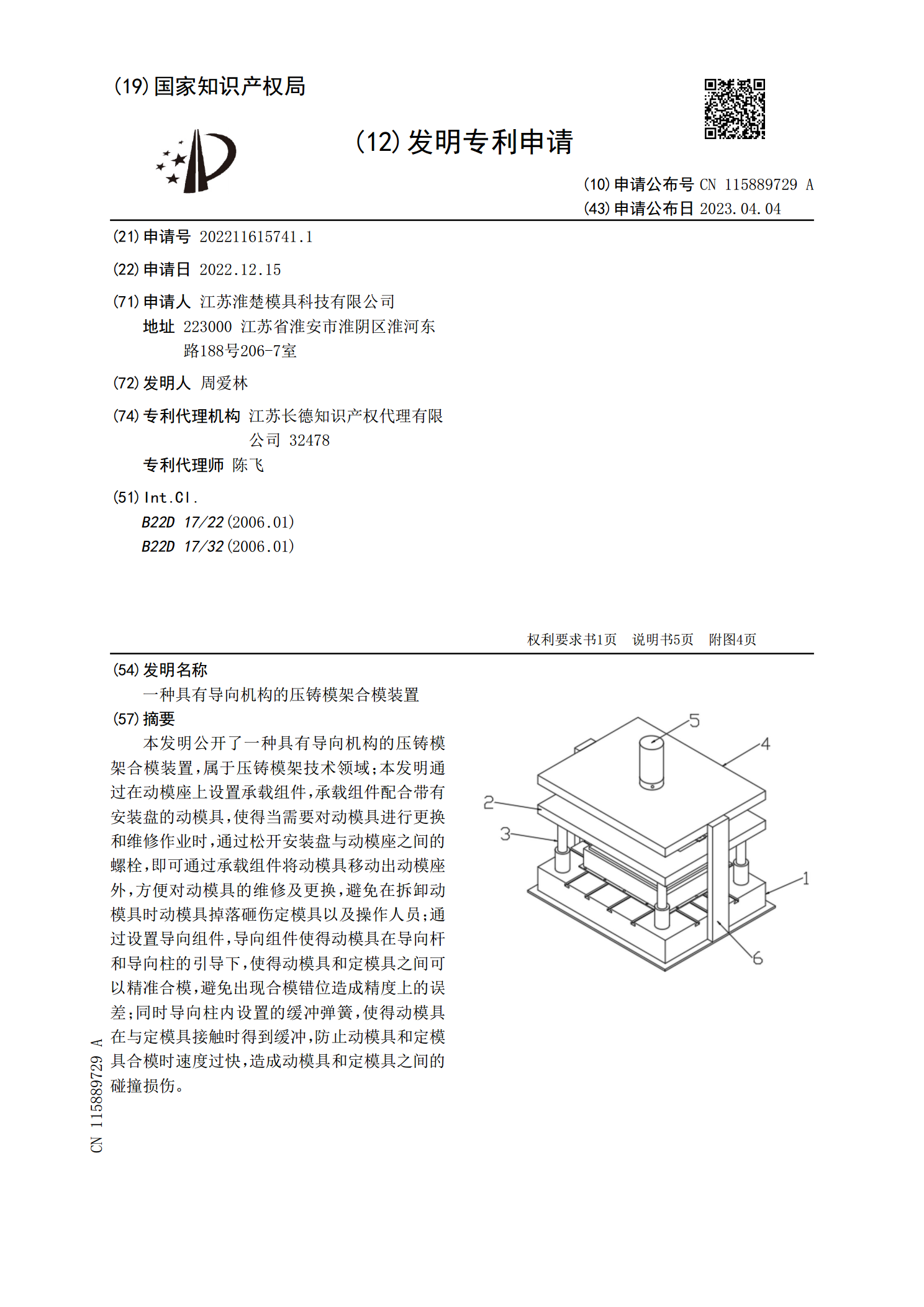
本发明公开了一种具有导向机构的压铸模架合模装置,属于压铸模架技术领域;本发明通过在动模座上设置承载组件,承载组件配合带有安装盘的动模具,使得当需要对动模具进行更换和维修作业时,通过松开安装盘与动模座之间的螺栓,即可通过承载组件将动模具移动出动模座外,方便对动模具的维修及更换,避免在拆卸动模具时动模具掉落砸伤定模具以及操作人员;通过设置导向组件,导向组件使得动模具在导向杆和导向柱的引导下,使得动模具和定模具之间可以精准合模,避免出现合模错位造成精度上的误差;同时导向柱内设置的缓冲弹簧,使得动模具在与定模具接

曲肘式合模机构的优化设计.docx
曲肘式合模机构的优化设计曲肘式合模机构的优化设计摘要:曲肘式合模机构是一种常用于工业生产设备中的重要机构,其性能直接影响生产效率和产品质量。本文通过对曲肘式合模机构的优化设计研究,探讨了曲肘式合模机构的结构优化、动力学优化和工艺优化等内容,旨在提高曲肘式合模机构的运行效率和稳定性。第一章引言1.1研究背景曲肘式合模机构在汽车、电子、家电等领域被广泛应用,用于将两个工作部件精确地合模,完成产品的冲压和成型任务。然而,曲肘式合模机构在工作过程中存在一些问题,如结构复杂、动力学不稳定等,导致生产效率低下和产品质