
注塑模具典型结构.pptx

和蔼****娘子

1/10

2/10

3/10
4/10
5/10
6/10
7/10
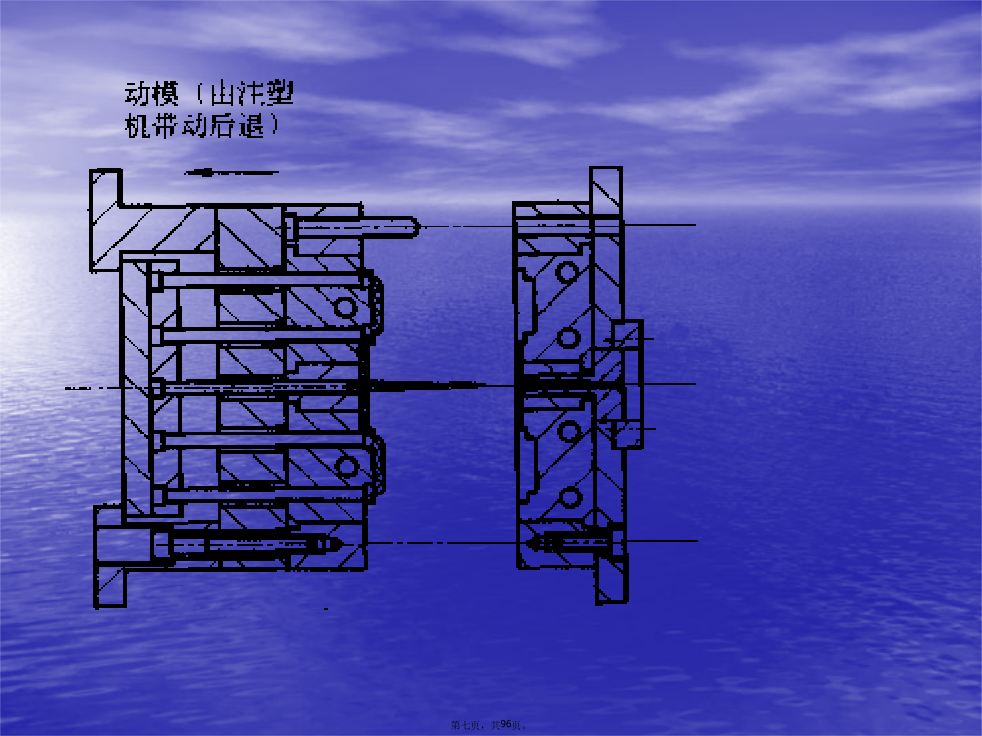
8/10
9/10
10/10
亲,该文档总共96页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
注塑模具典型结构.ppt
2.1.2注塑模具的结构组成(1)成型部分成型部分是由构成塑件形状的模具型腔组成的,它由模具的动、定模有关部分组成通常是由凸模(成型塑件内部形状)、凹模(成型塑件外部形状)、型芯、嵌件和镶块等组成(2)浇注系统熔融塑料从注塑机喷嘴进入模具型腔所流经的模具内通道称为浇注系统主流道、浇口及冷料井等组成。(3)导向机构为了确保动、定模之间的正确导向与定位,通常在动、定模部分采用导柱、导套或在动、定模部分设置互相吻合的内外锥面导向。2.2单分型面注塑接具2.3双分型面注塑接具2.4斜导柱侧向抽芯注塑模具2.4.1
注塑模具典型结构.pptx
2.1.2注塑模具的结构(jiégòu)组成(1)成型部分成型部分是由构成塑件形状的模具型腔组成的,它由模具的动、定模有关部分组成通常是由凸模(成型塑件内部形状)、凹模(成型塑件外部形状)、型芯、嵌件和镶块等组成(2)浇注系统熔融塑料从注塑机喷嘴(pēnzuǐ)进入模具型腔所流经的模具内通道称为浇注系统主流道、浇口及冷料井等组成。(3)导向机构为了确保动、定模之间的正确导向与定位,通常在动、定模部分采用导柱、导套或在动、定模部分设置互相吻合的内外锥面导向。2.2单分型面注塑接具2.3双分型面注塑接具2.4
《注塑模具典型结构》.ppt
................................................................................................

注塑模具的典型结构.pptx
4.1注塑模具的典型(diǎnxíng)结构内容简介:本章重点讲述注塑模具的典型结构(组成注塑模八大类零部件:成型零部件、浇注系统、导向机构、脱模机构、侧向分型与抽芯机构、加热与冷却系统、排气系统、其他零部件);注塑模的分类;注塑机和注塑模的关系(包括注塑机性能参数校核与型腔数量(shùliàng)的确定、注塑量校核、合模力的校核、注塑压力的校核、模具厚度的校核、开模行程的校核、推顶装置的校核、模具在注塑机上的安装与固定尺寸的校核等)。4.1注塑模具的典型(diǎnxíng)结构返回(fǎnhuí)1.成
注塑模具典型结构.ppt
编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt编辑ppt