
外圆磨床的磨削主讲黄匡质.ppt

和蔼****娘子


1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

外圆磨床的磨削主讲黄匡质.ppt
外圆磨床的磨削方法外圆磨床的磨削方法二、重难点:磨外圆的方法及特点;三、复习:1.外圆磨床的主要部件及其功用;2.外圆磨时的成形运动形式.一、外圆时工件的装夹方法1、三爪自定心卡盘装夹:2、四爪单动卡盘装夹3、两顶尖装夹注意事项:①.工件直径过大或过重,应增加支承架和降低切削用量;②.工件旋转轴线与工件运动方向要平行;③.中心架调整要适当,应正确调整水平支承块压力;④.磨削细长轴时,顶尖不要顶得太紧,尾架顶针的预紧力要适当。⑤.应修研和清洁中心孔,防止中心孔形状不正确或孔内有毛刺、污垢;顶尖与筒套锥孔接触

提高外圆磨床磨削圆度工艺的探讨.docx
提高外圆磨床磨削圆度工艺的探讨提高外圆磨床磨削圆度工艺的探讨摘要:随着工业制造技术的不断发展,对于产品质量的要求也日益提高。圆度作为衡量零件精度的重要指标,在现代制造中扮演着至关重要的角色。外圆磨床是一种重要的磨削设备,其磨削圆度工艺的提高对于产品质量具有重要意义。本文将从机床结构设计、磨削工艺优化等方面探讨如何提高外圆磨床磨削圆度工艺。关键词:外圆磨床;磨削圆度;机床结构;磨削工艺一、引言外圆磨床是一种常用的磨削设备,广泛应用于各种零件的加工中。其中,磨削圆度是衡量外圆磨床加工精度的重要指标之一。磨削圆

用于无心外圆磨削的切入式磨床的加载装置以及用于无心外圆磨削的方法.pdf
本发明涉及一种用于无心外圆磨削的切入式磨床的加载装置(10),其具有:用于容纳待加工的毛坯工件(16)的容纳框架(14),其中所述容纳框架(14)设计成沿重力方向敞开;支承体(12),所述支承体用于形成用于容纳在所述容纳框架(14)中的毛坯工件(16)的支承底板(18);和作用在所述容纳框架(14)上的位移执行器(20),所述位移执行器用于使所述容纳框架(14)相对于所述支承体(12)轴向地位移到所述切入式磨床的磨削间隙(22)中,在所述磨削间隙处,所述容纳框架(14)相对于所述支承体(14)错开地定位,
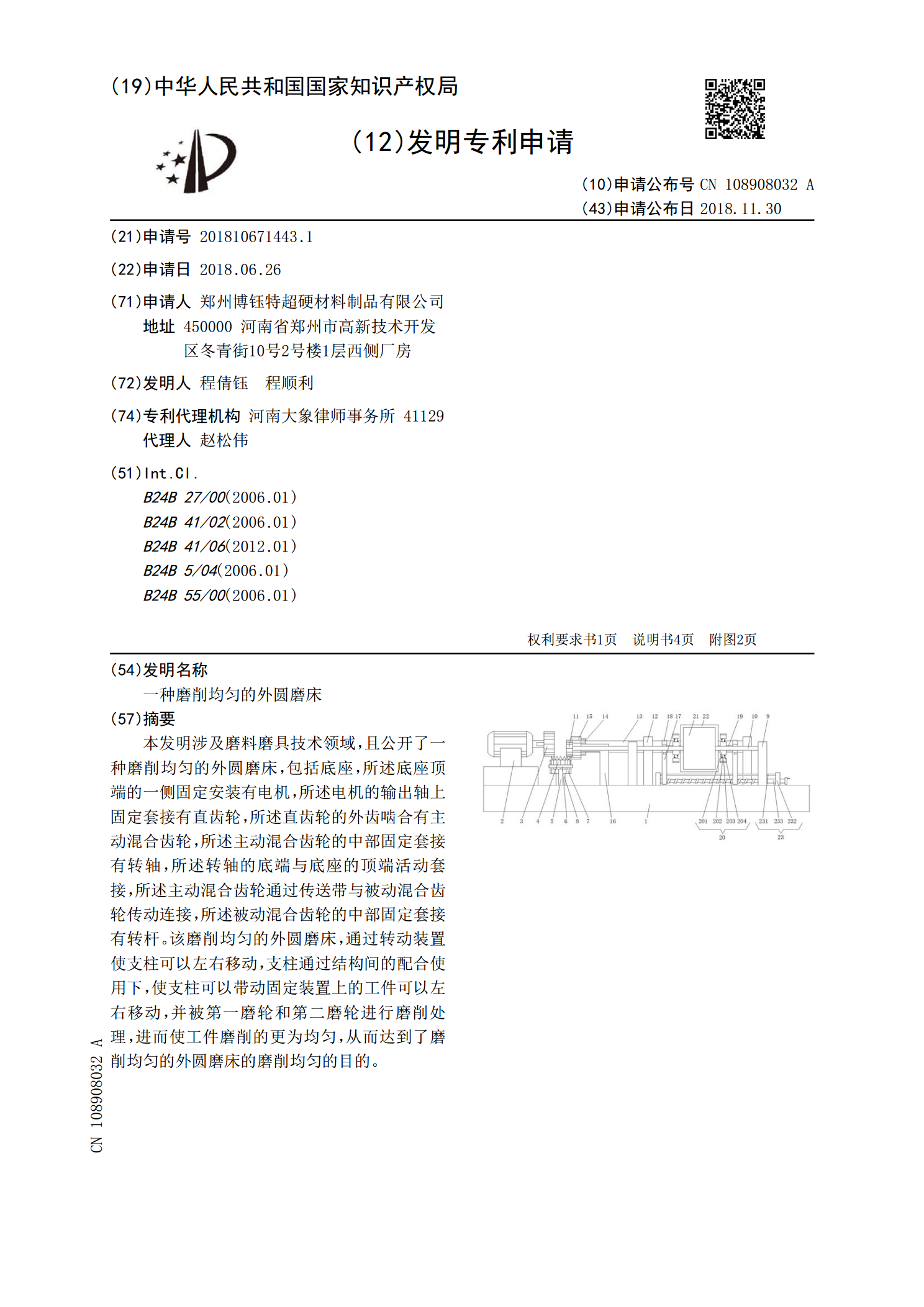
一种磨削均匀的外圆磨床.pdf
本发明涉及磨料磨具技术领域,且公开了一种磨削均匀的外圆磨床,包括底座,所述底座顶端的一侧固定安装有电机,所述电机的输出轴上固定套接有直齿轮,所述直齿轮的外齿啮合有主动混合齿轮,所述主动混合齿轮的中部固定套接有转轴,所述转轴的底端与底座的顶端活动套接,所述主动混合齿轮通过传送带与被动混合齿轮传动连接,所述被动混合齿轮的中部固定套接有转杆。该磨削均匀的外圆磨床,通过转动装置使支柱可以左右移动,支柱通过结构间的配合使用下,使支柱可以带动固定装置上的工件可以左右移动,并被第一磨轮和第二磨轮进行磨削处理,进而使工件

外圆磨床磨削时需要哪种运动方式.docx
外圆磨床磨削时需要哪种运动方式外圆磨床磨削时需要哪种运动方式外圆磨床是加工工件圆柱形、圆锥形或其他形状素线展成的外表面和轴肩端面的磨床。下面,小编为大家讲讲外圆磨床磨削时需要哪种运动方式,希望对大家有帮助!在外圆磨床中进行外圆磨削时,有以下几种运动:一、砂轮的高速旋转运动是磨削外圆的主运动。二、工件随工作台的纵向往复运动是磨外圆的纵向进给运动。三、工件由头架主轴带动旋转是磨削外圆的圆周进给运动。四、砂轮做周期性的横向进给运动。外圆磨床分为切入式外圆磨床,端面外圆磨床,万能外圆磨床,大重型外圆磨床:切入式外