
离心式压缩机维修.ppt

as****16

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共50页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
离心式压缩机维修.pptx
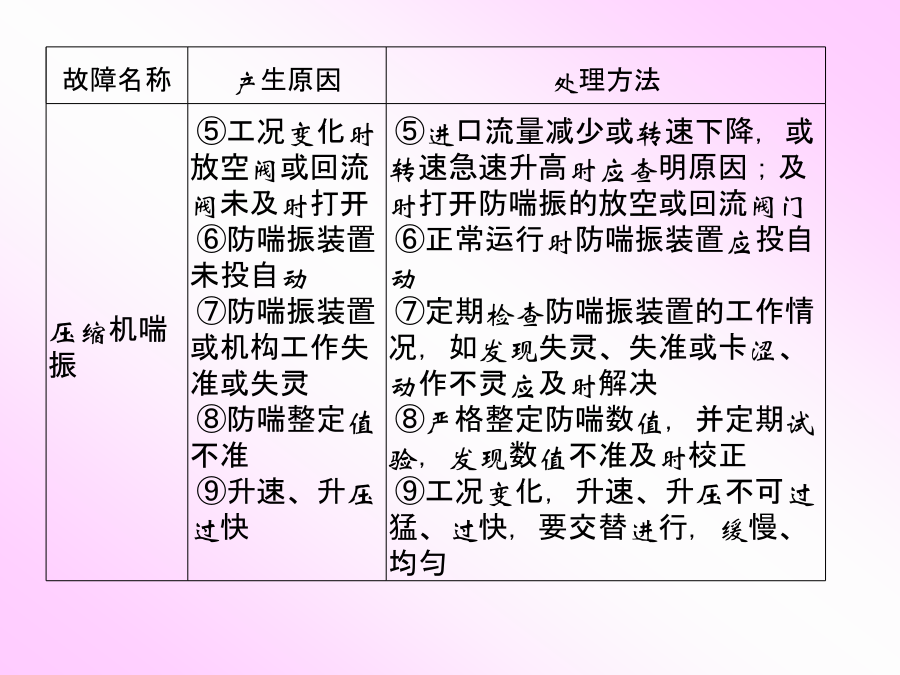
任务一离心式空气压缩机常见故障及其分析任务二离心式空气压缩机旳拆卸1.准备工作离心式压缩机拆卸前,应做好下列几项准备工作:切断电源,确保拆卸时旳安全;关闭出入口阀门,拆除压缩机与增速器及增速器与电动机联轴器旳连接装置;拆除进、出口法兰螺栓,使机壳与进、出口管路脱开,为安全起见在管口处加装盲板。对于水平剖分式压缩机,缸体不进行拆卸时,也可不拆进、出口管线。2.连接件旳拆卸离心式压缩机拆卸时,首先应拆卸机壳旳连接螺栓或机壳与端盖旳连接螺栓,拆开轴承压盖,将汽缸盖或端盖、轴承压盖吊出。在拆卸时,汽缸盖与机壳旳密
离心式压缩机维修.ppt
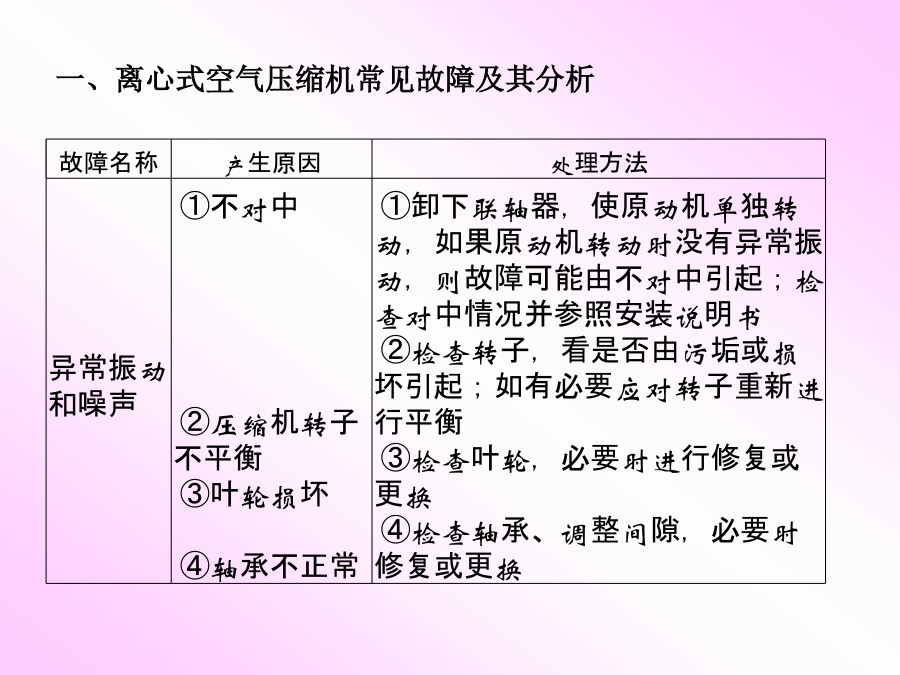
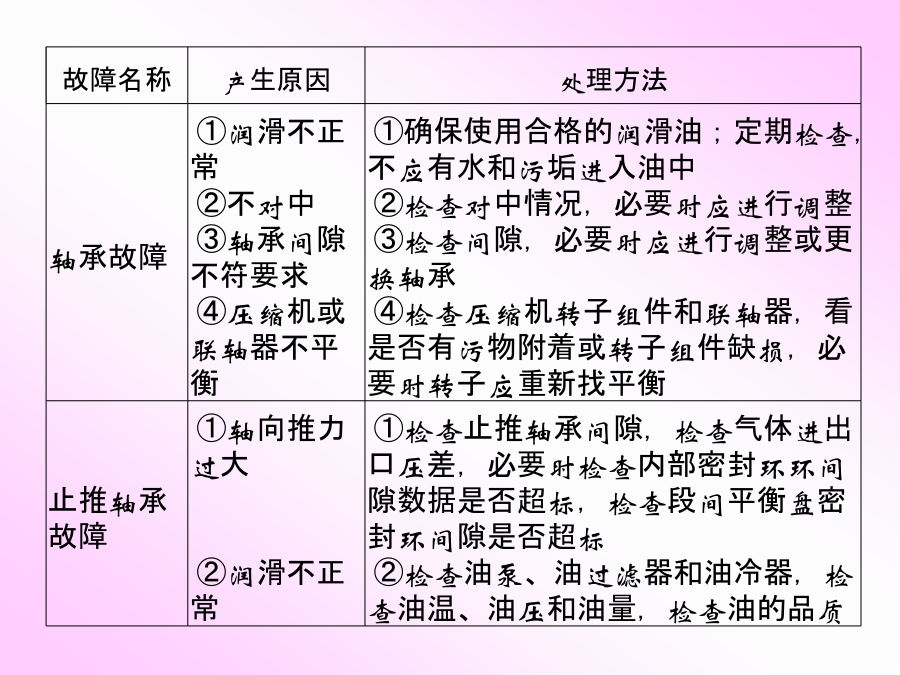
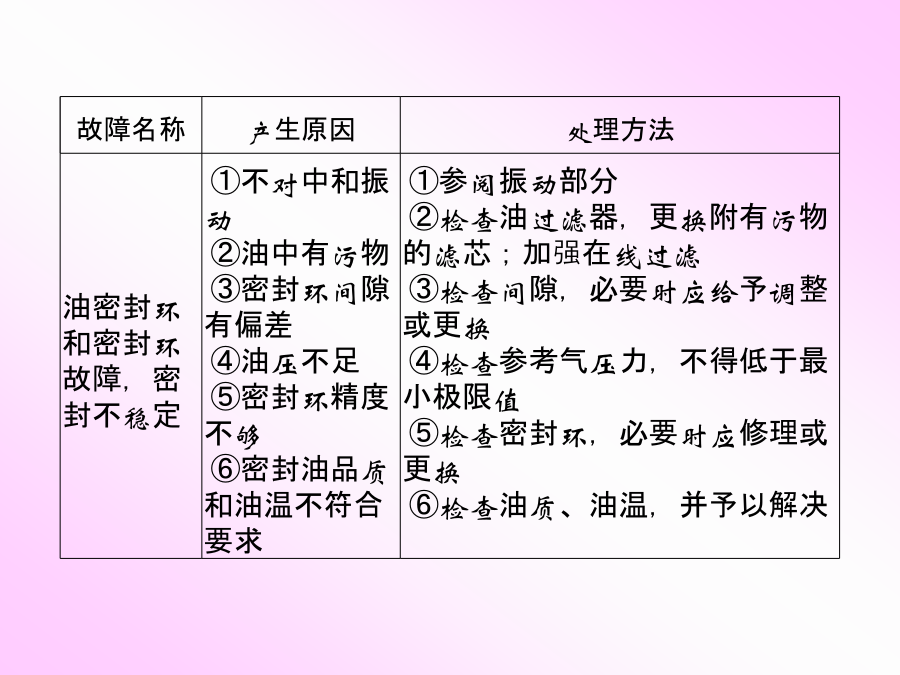
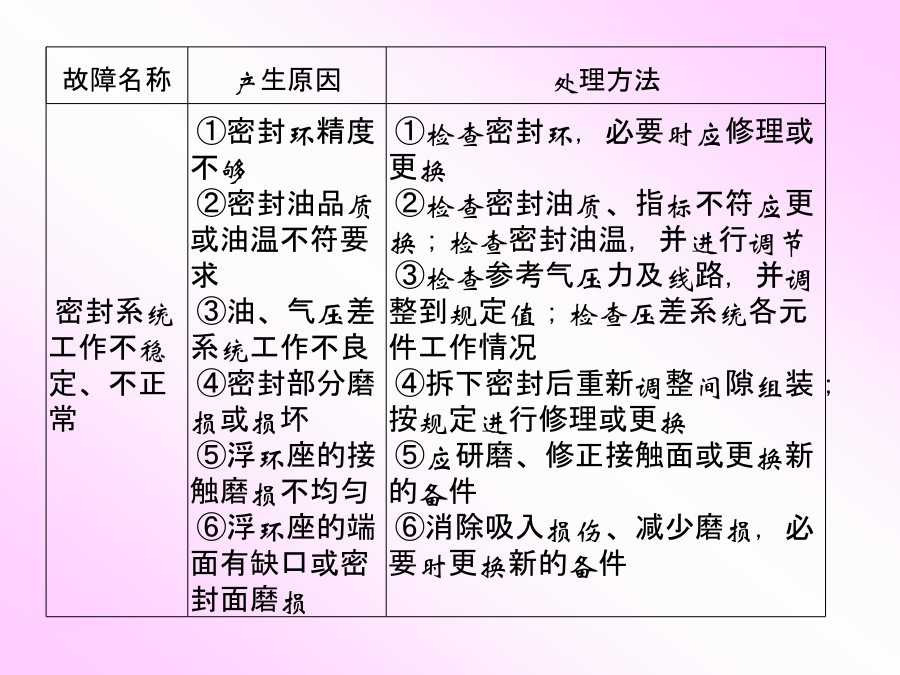
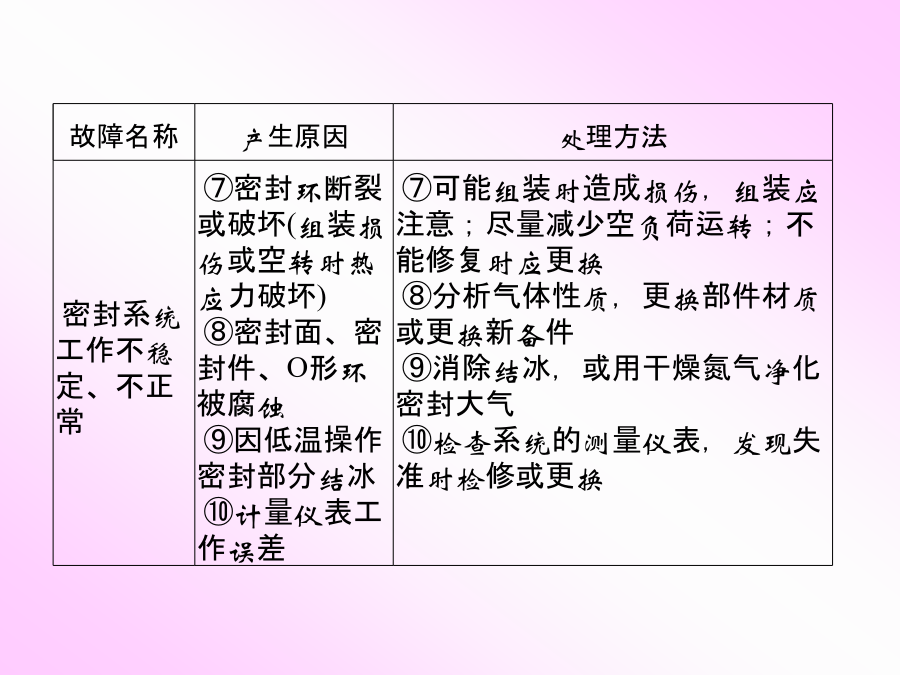
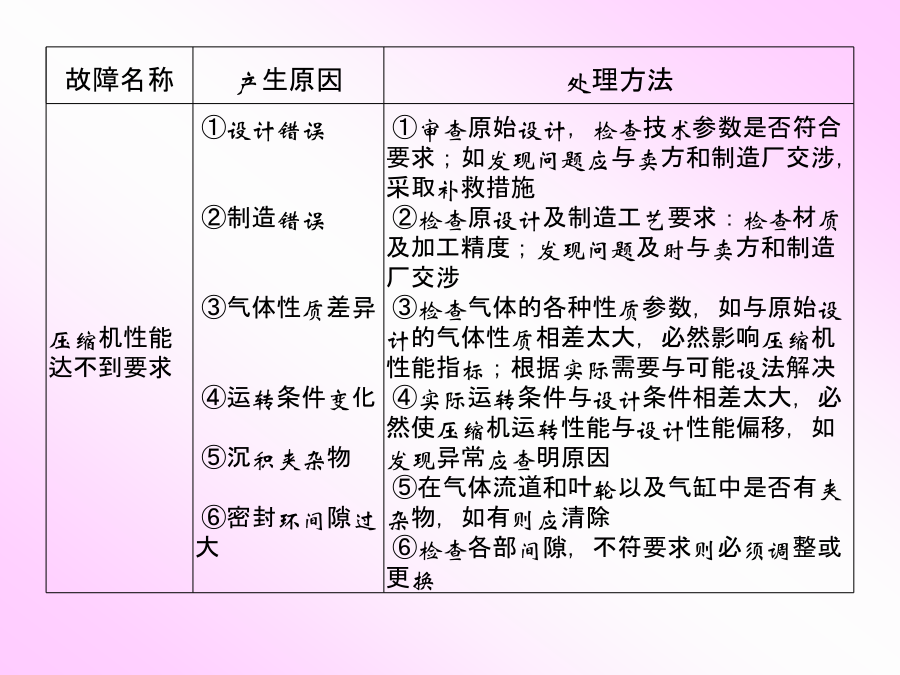
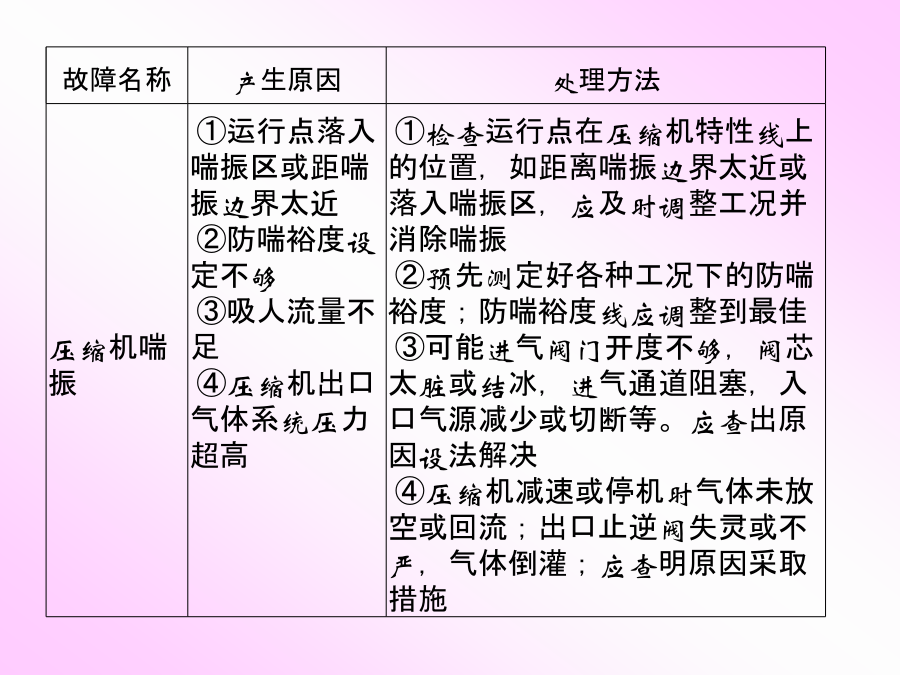
任务一离心式空气压缩机常见故障及其分析故障名称故障名称故障名称故障名称故障名称故障名称故障名称故障名称故障名称故障名称故障名称故障名称故障名称故障名称二、检修周期任务二离心式空气压缩机的拆卸1.准备工作离心式压缩机拆卸前,应做好以下几项准备工作:切断电源,确保拆卸时的安全;关闭出入口阀门,拆除压缩机与增速器及增速器与电动机联轴器的连接装置;拆除进、出口法兰螺栓,使机壳与进、出口管路脱开,为安全起见在管口处加装盲板。对于水平剖分式压缩机,缸体不进行拆卸时,也可不拆进、出口管线。2.连接件的拆卸离心式压缩机拆

基于RCM理论的离心式压缩机安全评价及维修决策.docx
基于RCM理论的离心式压缩机安全评价及维修决策随着现代工业的快速发展,离心式压缩机作为重要的能源设备,广泛应用于制冷、制氧、液化天然气等生产领域。然而,在长时间的使用过程中,由于各种原因,离心式压缩机可能会出现故障或事故,导致生产的中断或损失。因此,对离心式压缩机进行安全评价及维修决策,是保障工业生产安全和经济发展的重要举措。RCM(Reliability-CenteredMaintenance)理论,即可靠性中心维护理论,是由美国空军在1960年代初首先提出的,该理论通过对机器设备的可靠性进行分析,制定

北京陕西大厦开利离心式压缩机维修方案.doc
北京陕西大厦开利离心式压缩机维修方案北京欧通制冷空调技术服务有限公司二〇一四年二月二十七日北京欧通制冷空调技术服务有限公司简介北京欧通制冷空调技术服务有限公司是一家专业从事大型中央空调维修保养/空调系统节能管理/设备节能改造/制冷空调配件销售的专业服务公司,公司以专业维修保养中央空调机组/中央空调节能起步,经过多年发展至今,已成为以世界著名空调品牌的维修保养为核心业务的专业型制冷技术服务公司。公司现已拥有创业同仁30余人。其中骨干技术人员16人,3人为高级技术人员,在空调制冷维修行业有超过十年的技术积累,
离心式压缩机和制造离心式压缩机的方法.pdf
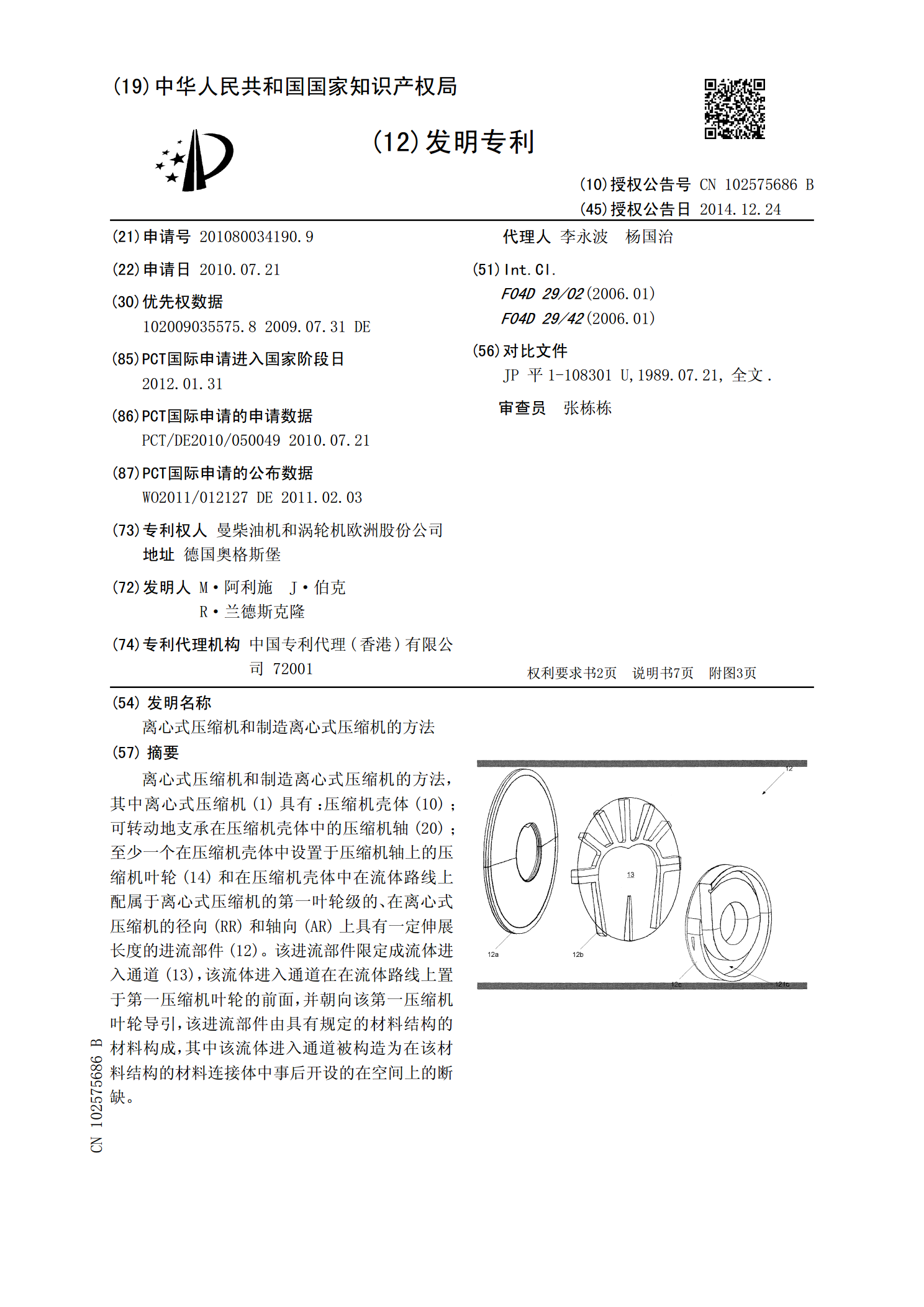
离心式压缩机和制造离心式压缩机的方法,其中离心式压缩机(1)具有:压缩机壳体(10);可转动地支承在压缩机壳体中的压缩机轴(20);至少一个在压缩机壳体中设置于压缩机轴上的压缩机叶轮(14)和在压缩机壳体中在流体路线上配属于离心式压缩机的第一叶轮级的、在离心式压缩机的径向(RR)和轴向(AR)上具有一定伸展长度的进流部件(12)。该进流部件限定成流体进入通道(13),该流体进入通道在在流体路线上置于第一压缩机叶轮的前面,并朝向该第一压缩机叶轮导引,该进流部件由具有规定的材料结构的材料构成,其中该流体进入通