
电镀、阳极化的知识.pdf

17****27


1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电镀、阳极化的知识.pdf
可能原因原因分析及处理方法化学材料的纯度低,含有大量杂质,这些杂质进入镀(1)化学材料的液的话,会恶化镀液[比如:a.氧化锌因原料来源不纯度不高同,不同的厂家生产的产品,质量差异较大,在生产氧化锌时,不可使用回收原料来生产,只能用纯锌生产,否则将会有一些低熔点的金属氧化物(如铅)混入其中,而带入镀液;b.工业级的氢氧化钠,纯度较低,含大量的铜、铁杂质,带入镀液],造成异金属杂质污染处理方法:a.见故障现象l(7)的处理方法;续:上述故障现象可能原因原因分析及处理方法(1)化学材料的b.使用纯度高的合格的化
电镀用阳极化槽.pdf
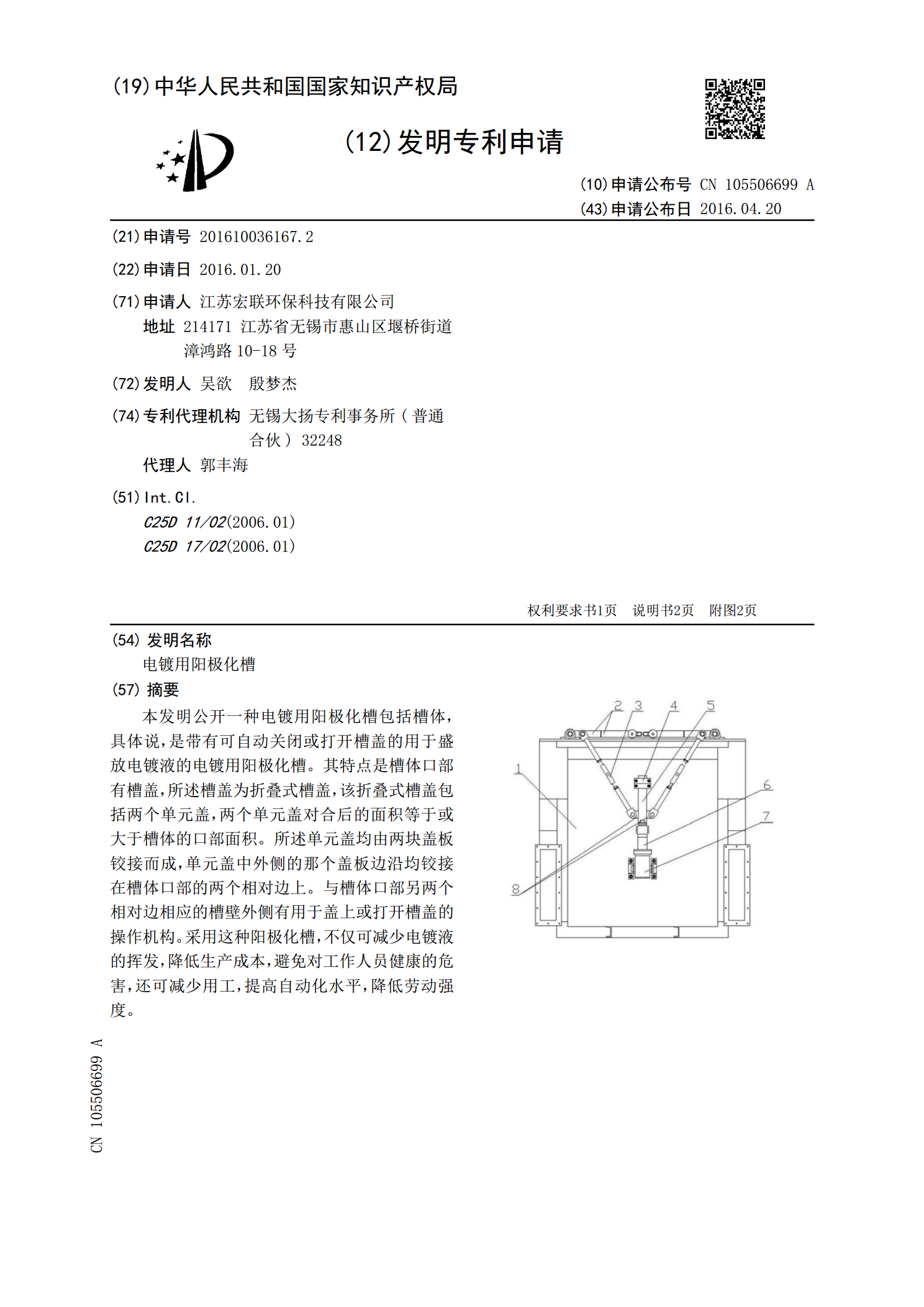
本发明公开一种电镀用阳极化槽包括槽体,具体说,是带有可自动关闭或打开槽盖的用于盛放电镀液的电镀用阳极化槽。其特点是槽体口部有槽盖,所述槽盖为折叠式槽盖,该折叠式槽盖包括两个单元盖,两个单元盖对合后的面积等于或大于槽体的口部面积。所述单元盖均由两块盖板铰接而成,单元盖中外侧的那个盖板边沿均铰接在槽体口部的两个相对边上。与槽体口部另两个相对边相应的槽壁外侧有用于盖上或打开槽盖的操作机构。采用这种阳极化槽,不仅可减少电镀液的挥发,降低生产成本,避免对工作人员健康的危害,还可减少用工,提高自动化水平,降低劳动强度

2022电镀阳极化成安全管理制度精选.docx
电镀、阳极、化成平安治理制度1.0目的:???????标准电镀/阳极/化成作业场所平安治理,明确各相关部门平安职责,确保平安消费。???????2.0适用范围:???????集团电镀/阳极/化成作业场所???????3.0参考标准???????《危化品平安治理条例》???????《电镀污染物排放标准》???????4.0产线及设备维修作业平安???????4.1.作业员上岗资历及平安作业要求???????4.1.1.电镀/阳极/化成作业严禁录用女工或未成年工,作业员工必须经安管部门培训并考核合格後,方可持
【精编】电镀阳极化成安全管理制度精选.docx
电镀、阳极、化成平安治理制度1.0目的:???????标准电镀/阳极/化成作业场所平安治理明确各相关部门平安职责确保平安消费。???????2.0适用范围:???????集团电镀/阳极/化成作业场所???????3.0参考标准???????《危化品平安治理条例》???????《电镀污染物排放标准》???????4.0产线及设备维修作业平安???????4.1.作业员上岗资历及平安作业要求???????4.1.1.电镀/阳极/化成作业严禁录用女工或未成年工作业员工必须经安管部门培训并

【精编】电镀阳极化成安全管理制度精选.docx
电镀、阳极、化成平安治理制度1.0目的:???????标准电镀/阳极/化成作业场所平安治理,明确各相关部门平安职责,确保平安消费。???????2.0适用范围:???????集团电镀/阳极/化成作业场所???????3.0参考标准???????《危化品平安治理条例》???????《电镀污染物排放标准》???????4.0产线及设备维修作业平安???????4.1.作业员上岗资历及平安作业要求???????4.1.1.电镀/阳极/化成作业严禁录用女工或未成年工,作业员工必须经安管部门培训并考核合格後,方可持