
高精密分度盘.pdf

17****27

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

高精密分度盘.pdf
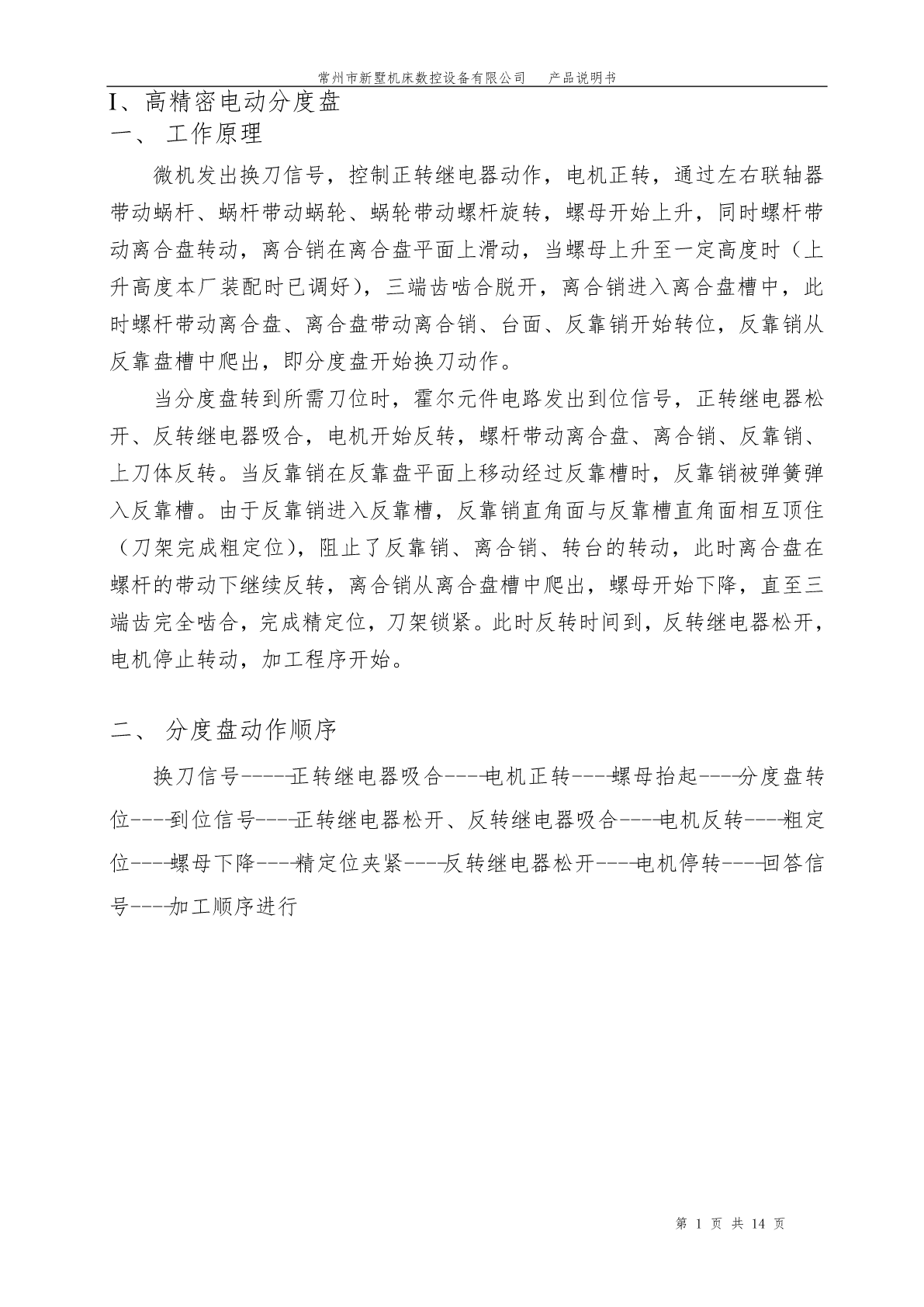
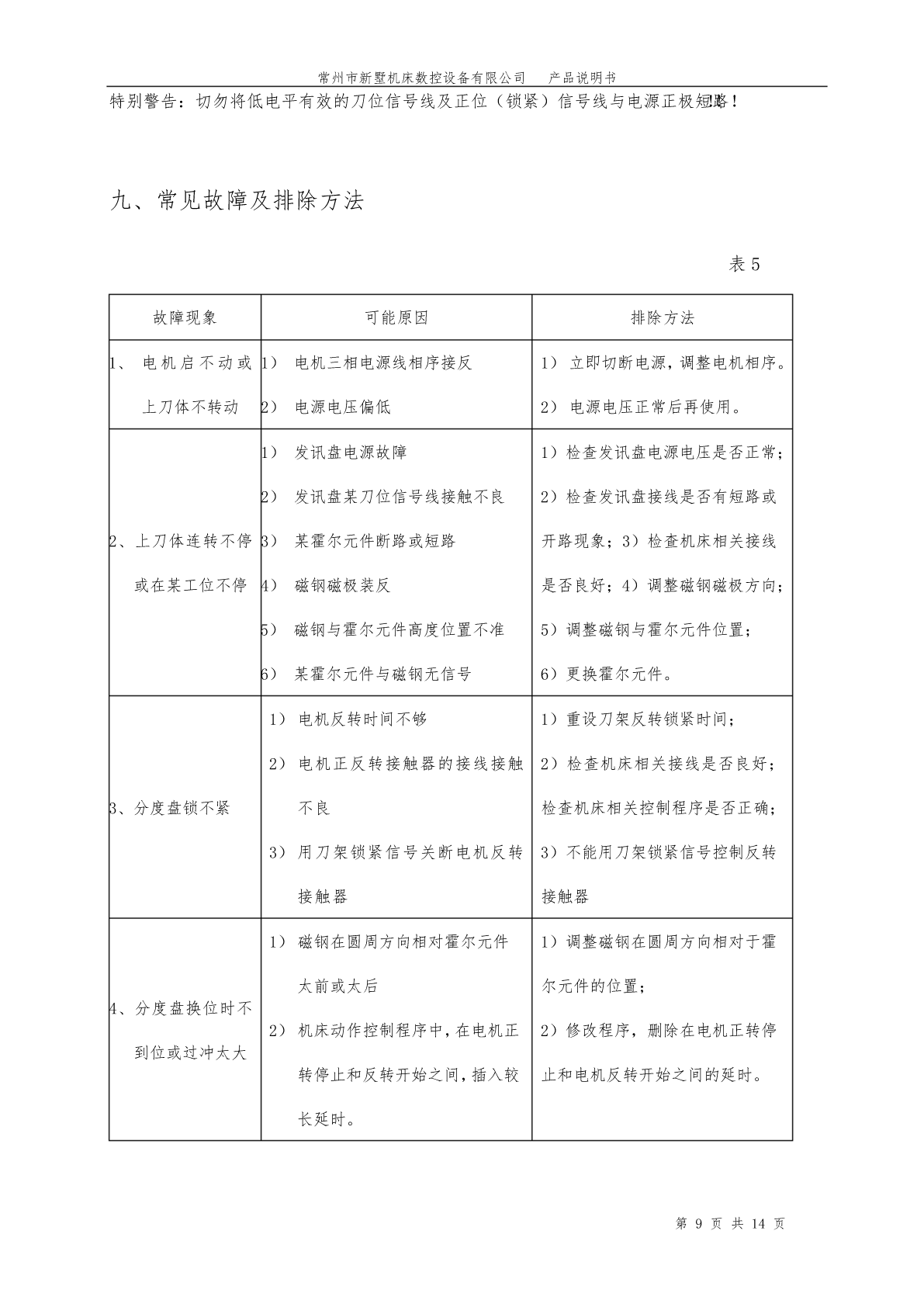
常州市新墅机床数控设备有限公司产品说明书I、高精密电动分度盘一、工作原理微机发出换刀信号,控制正转继电器动作,电机正转,通过左右联轴器带动蜗杆、蜗杆带动蜗轮、蜗轮带动螺杆旋转,螺母开始上升,同时螺杆带动离合盘转动,离合销在离合盘平面上滑动,当螺母上升至一定高度时(上升高度本厂装配时已调好),三端齿啮合脱开,离合销进入离合盘槽中,此时螺杆带动离合盘、离合盘带动离合销、台面、反靠销开始转位,反靠销从反靠盘槽中爬出,即分度盘开始换刀动作。当分度盘转到所需刀位时,霍尔元件电路发出到位信号,正转继电器松开、反转继电

提高精密分度盘精度的一点方法.docx
提高精密分度盘精度的一点方法提高精密分度盘精度的一些方法摘要:随着制造技术的发展,精密分度盘已经成为许多精密制造和测量任务中不可或缺的仪器之一。然而,由于制造和使用过程中存在的一些不确定因素,精密分度盘的精度往往不能满足需求。本论文将探讨提高精密分度盘精度的一些方法,并分析其适用性和效果。引言:精密分度盘是一种用于测量和旋转分度的设备,广泛应用于机械加工、仪器仪表和光学领域。然而,由于机床、量具和环境等因素的影响,精密分度盘的误差常常超出了规定的允许范围。因此,提高精密分度盘的精度一直是研究人员和工程师们

一种分度盘加工高精密齿轮磨齿工艺.pdf
本发明公开了一种分度盘加工高精密齿轮磨齿的工艺,包括如下步骤,以大平面砂轮磨齿机加工被磨齿轮齿数z两倍于所用分度盘工作槽数Z的齿坯;先精加工出齿坯的一组同名奇数齿面作为基准齿面,然后半精加工齿坯同名偶数齿,测量齿坯左齿面所有齿的齿距偏差,根据偶数齿面与基准齿面单一齿距偏差代数和的平均差值来确定左齿面偶数齿的加工余量;继续精加工左齿面的偶数齿,直至待加工齿面的加工余量小于设定的加工阈值;继续精加工右齿面偶数齿,直至加工齿面的加工余量小于设定的加工阈值。本发明具有加工步骤少,磨削余量小,产品精度高的特点。
气动分度盘.pdf
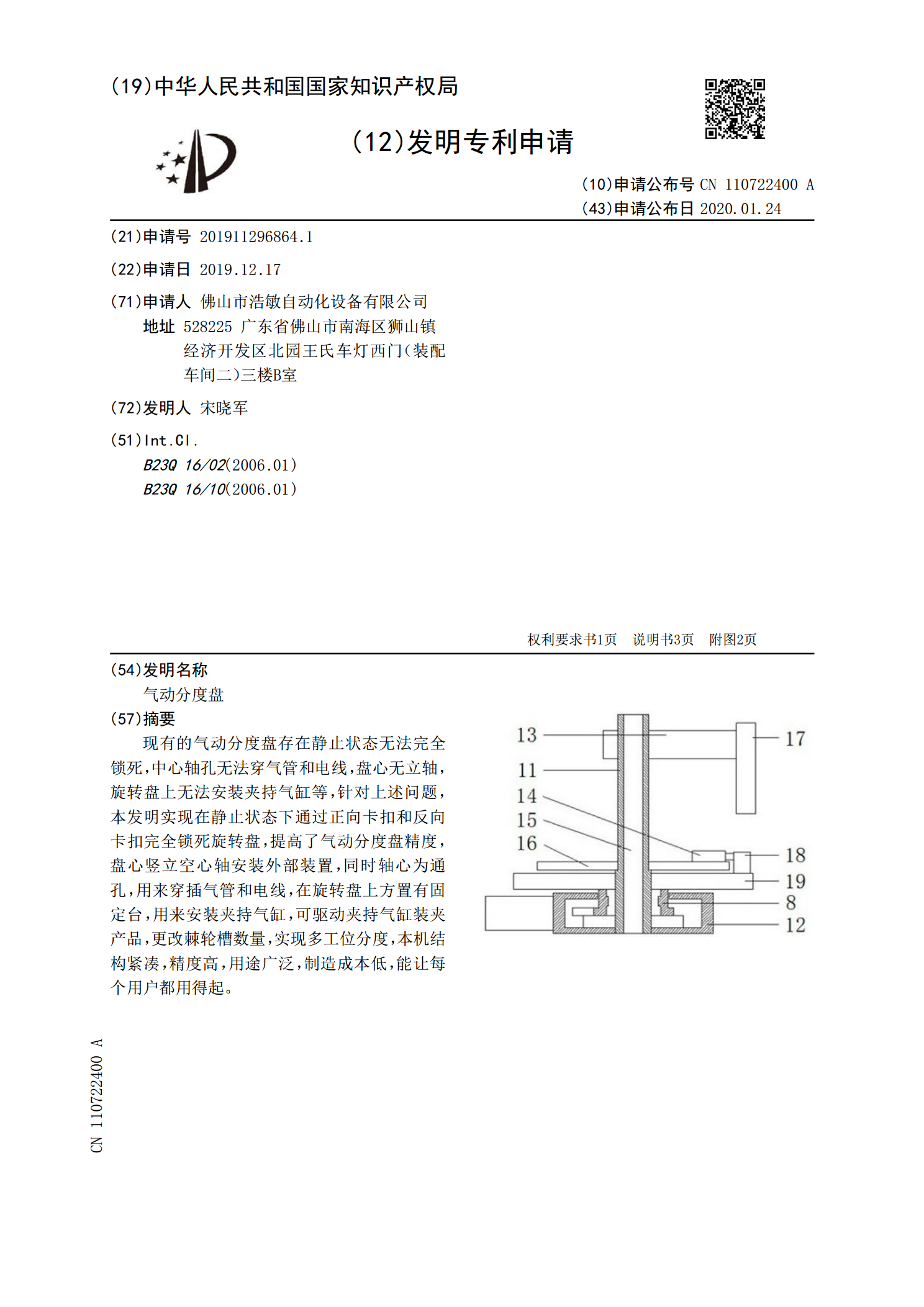
现有的气动分度盘存在静止状态无法完全锁死,中心轴孔无法穿气管和电线,盘心无立轴,旋转盘上无法安装夹持气缸等,针对上述问题,本发明实现在静止状态下通过正向卡扣和反向卡扣完全锁死旋转盘,提高了气动分度盘精度,盘心竖立空心轴安装外部装置,同时轴心为通孔,用来穿插气管和电线,在旋转盘上方置有固定台,用来安装夹持气缸,可驱动夹持气缸装夹产品,更改棘轮槽数量,实现多工位分度,本机结构紧凑,精度高,用途广泛,制造成本低,能让每个用户都用得起。
数控分度盘.pdf
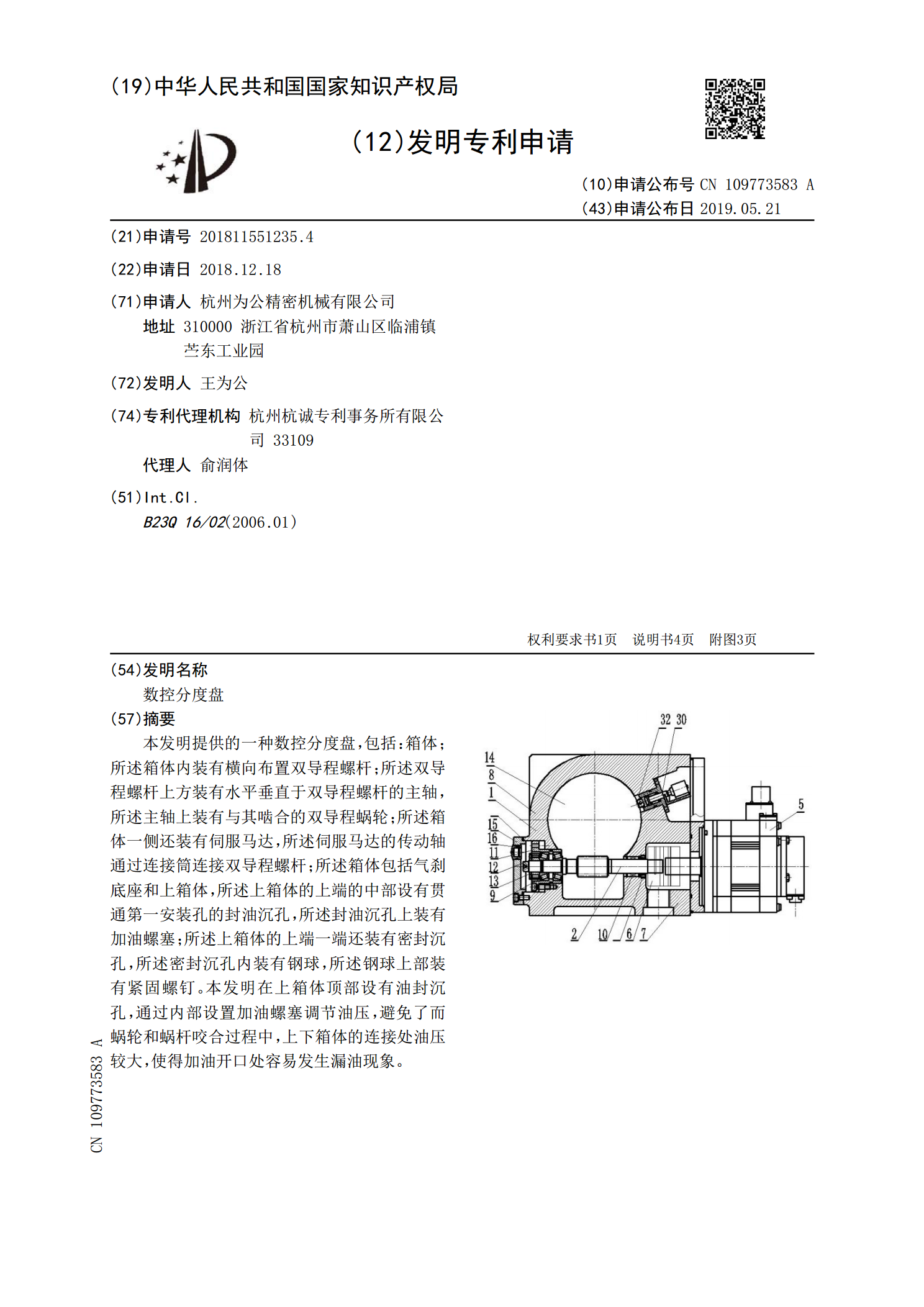
本发明提供的一种数控分度盘,包括:箱体;所述箱体内装有横向布置双导程螺杆;所述双导程螺杆上方装有水平垂直于双导程螺杆的主轴,所述主轴上装有与其啮合的双导程蜗轮;所述箱体一侧还装有伺服马达,所述伺服马达的传动轴通过连接筒连接双导程螺杆;所述箱体包括气刹底座和上箱体,所述上箱体的上端的中部设有贯通第一安装孔的封油沉孔,所述封油沉孔上装有加油螺塞;所述上箱体的上端一端还装有密封沉孔,所述密封沉孔内装有钢球,所述钢球上部装有紧固螺钉。本发明在上箱体顶部设有油封沉孔,通过内部设置加油螺塞调节油压,避免了而蜗轮和蜗杆