
车床工件安装知识简介.pdf

17****27


1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

车床工件安装知识简介.pdf
车床工件安装知识简介在车床上安装工件所用的附件有三爪卡盘、四爪卡盘、顶尖、花盘、心轴、中心架和跟刀架等。安装工件的主要要求是位置准确、装夹牢固。一、三爪卡盘安装工件三爪卡盘是车床上应用最广的通用夹具,适合于安装短圆棒料或盘类(直径较大的盘状工件中,可用反三爪夹持)工件,它的结构见示范教具。当转动小伞齿轮时,大锥齿轮便转动,它背面的平面螺纹就使三个卡爪同时向中心靠近或退出,以夹紧不同直径的工件。三爪卡盘装夹方便能自动定心,但其定心准确度不高,约为0.05~0.15mm。工件上同轴度要求较高的表面应在一次装夹
车床磨削工件装置.pdf
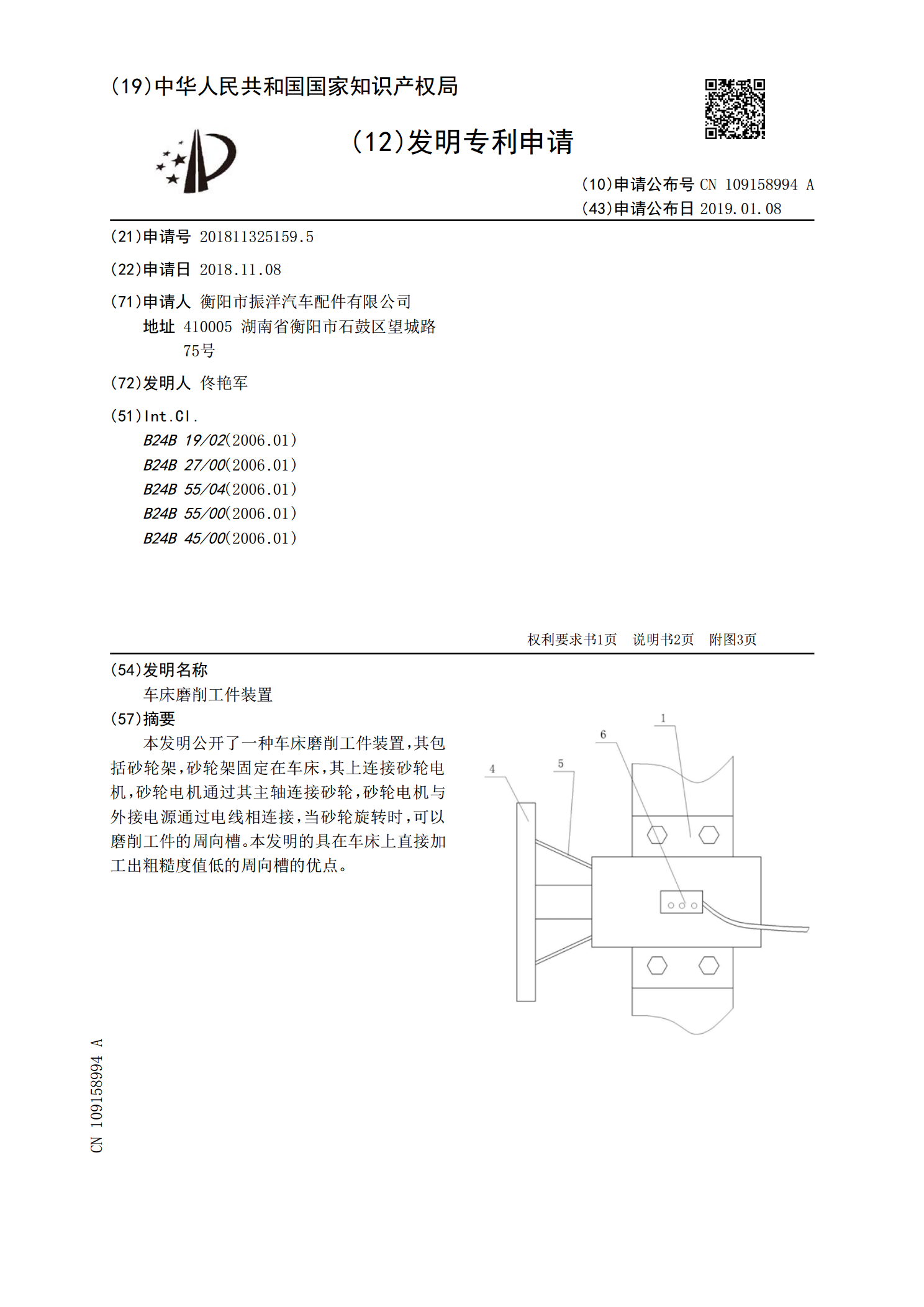
本发明公开了一种车床磨削工件装置,其包括砂轮架,砂轮架固定在车床,其上连接砂轮电机,砂轮电机通过其主轴连接砂轮,砂轮电机与外接电源通过电线相连接,当砂轮旋转时,可以磨削工件的周向槽。本发明的具在车床上直接加工出粗糙度值低的周向槽的优点。

棘轮复合式车床工件.pdf
本发明涉及车床工件的技术领域,尤其涉及一种棘轮复合式车床工件。本发明包括卡盘钥匙,在所述卡盘钥匙十字交接处设有棘轮机构,所述棘轮机构包括主动棘爪、主动摆杆、棘轮和止回棘爪,所述主动摆杆与所述棘轮连接,所述主动棘爪与主动摆杆连接。本发明的结构可以实现卡盘钥匙和刀架扳手的双重功效,而且本发明结构简单,在使用过程中,非常方便,提高了操作者的使用效率。

车床简介.pdf
车床简介.txt和英俊的男人握握手和深刻的男人谈谈心和成功的男人多交流和普通的男人过日子。车床:主要用于内圆、外圆和螺纹等成型面加工的金属切削机器。车床简介车床是主要用车刀对旋转的工件进行车削加工的机床。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件是机械制造和修配工厂中使用最广的一类机床。铣床和钻床等旋转加工的机械都是从车床引伸出来的。{车床发展}古代的车床是靠手拉或脚踏通过绳索使工件旋

普通车床知识简介.ppt
普通车床知识简介培训内容2024/11/32024/11/3二、车床的分类卧式车床结构简单,操作方便,主轴孔径大,占地面积小等优点,适用于机器,仪表工业作为加工小型机械零件和修理之用。结构特点:无床身、尾架,没有丝杠;适用于车削800-4000mm直径大,长度短、重量较轻的盘形、环形工件或薄壁筒形,以及各种轮胎模具、大直径法兰管板等工件。。立式车床转塔车床(转塔六角车床)为了适应成批生产形状复杂的零件需要,在卧式机床的基础上,发展起来转塔车床。与卧式车床相比较,在结构上最主要的区别在于:转塔车床没有尾座和