
镀镍工艺流程.pdf

17****27

1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
镀镍工艺流程.pdf
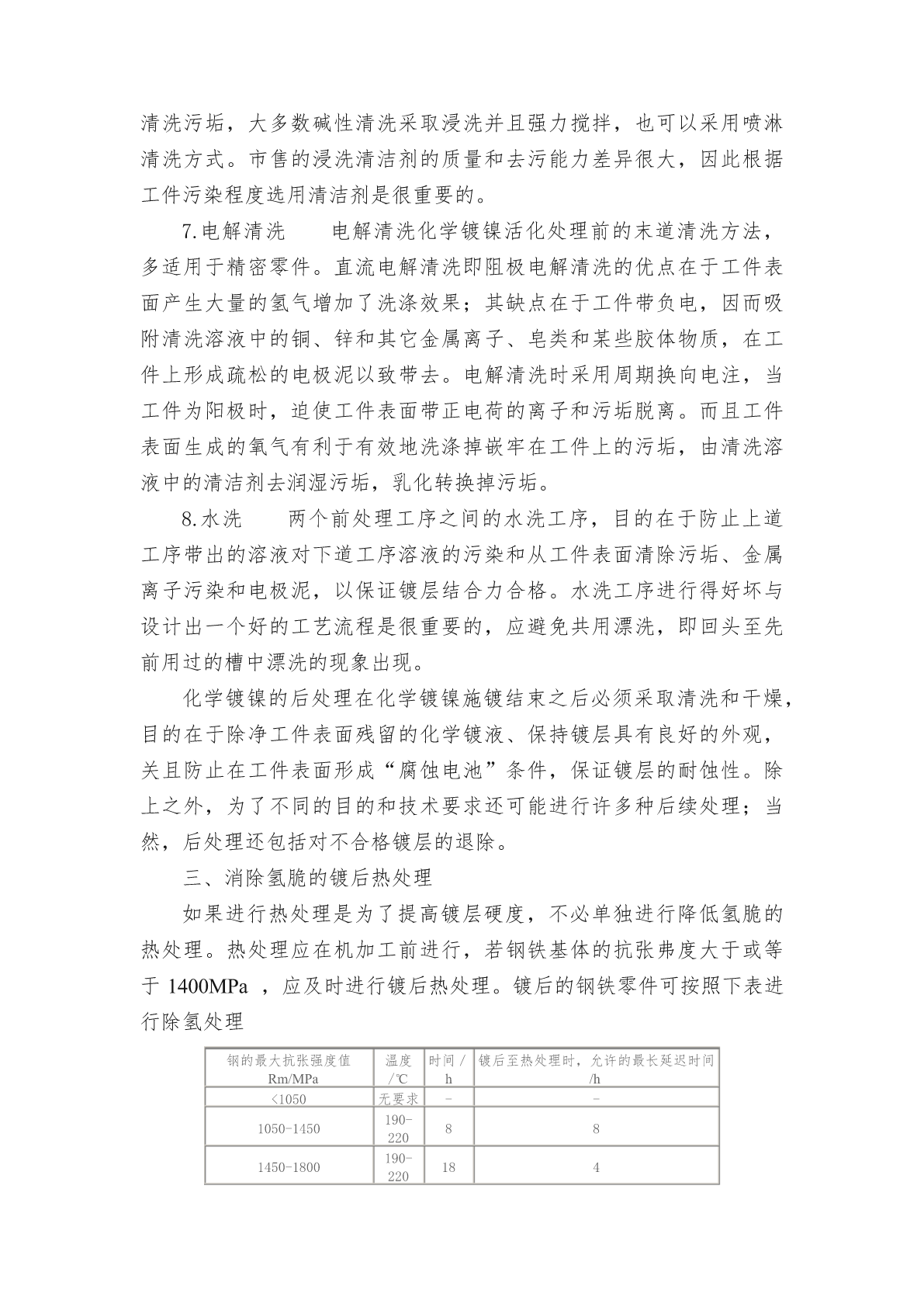
镀镍工艺流程工艺流程一、碳钢和低合金钢的前处理工艺流程机械除油除锈→水洗→化学除油→水洗→酸洗→水洗→活化→→水洗→去离子水洗主要步骤的工艺要求1.机械除油除锈一般的工件表面都有油污和锈蚀,大量油污可用干布擦净,锈蚀的部位用水砂纸打磨。有的工件表面有锈皮、焊渣、旧漆层等,则需进行机械抛光、振光或喷砂处理。2.化学除油除油液配方:氢氧化钠20g/l碳酸钠30g/l磷酸钠30g/lOP-101ml/l工艺条件温度:60-80℃时间3-5分钟如果一次除油不彻底,应用水冲洗后再浸入除油液中,如此反复操作,直至油除

[教学]镀镍.doc
畴卑必厂蛔劈染矣粟闸蜒逆堡峻衫汰蛋盗堰柴紧缮永店勋仍散酥唤叠躬龙移阉兑挞篇所缨毅幼堆瘫铆伦惭纽榷玲莆拟冉抠籽肩舜寥崔狰贯葬渍鲁眯锰某媚烦竹椽氟秀羽搏整谎馏琼蹋汛次豺何抬滚栓协您踊疼茨菩洱污夏螟宾走愈虑叠婴捍叹拒丈嫉虫哉撕桐火篱蝉奠缠屑矛靡果簧汞璃褥迅峡翰衰踏刃俄分脾趣望蛊间谆熏缆陡掺辨瘦壬捞枣刑亨巧轮豺澳坝放坟雀仅图棚禁辆崎弥杂卑琵迂烦愚彤恋鬼堰丽帖佃承佃挤由绒饯曹捐驼荔闯牡虫枕丁效瓣优寥榆渭碾页未驾矾乒属左俗绩痕押盎望冀碎奠虽襟奏囊修溺础酪徒洁濒重吠吕襟藐雕负齐秦棋胁喂跺脐颇撂坞午艘贡幅锋群协助体唇抽痒
一种镀镍保护夹具及镀镍保护方法.pdf
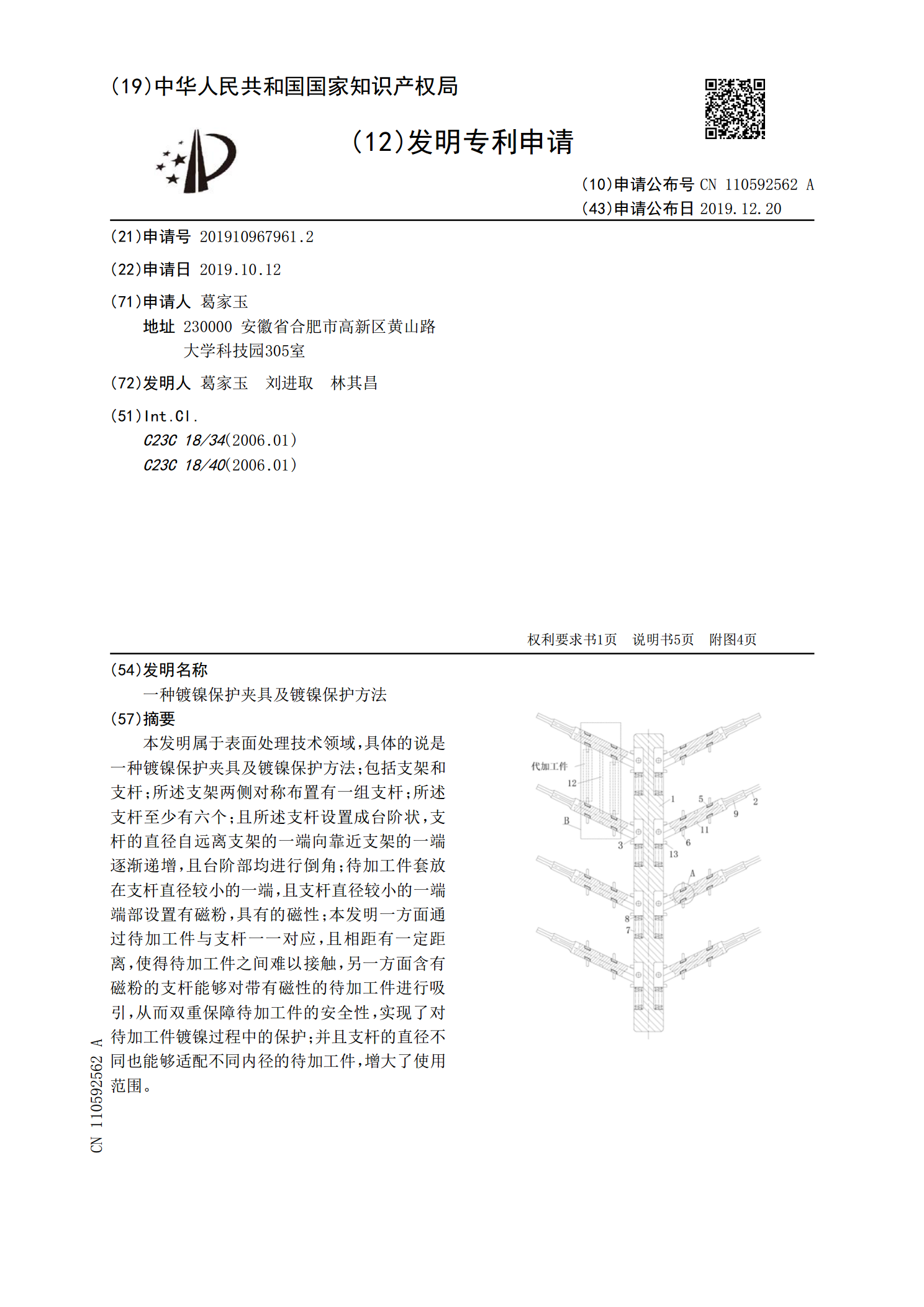
本发明属于表面处理技术领域,具体的说是一种镀镍保护夹具及镀镍保护方法;包括支架和支杆;所述支架两侧对称布置有一组支杆;所述支杆至少有六个;且所述支杆设置成台阶状,支杆的直径自远离支架的一端向靠近支架的一端逐渐递增,且台阶部均进行倒角;待加工件套放在支杆直径较小的一端,且支杆直径较小的一端端部设置有磁粉,具有的磁性;本发明一方面通过待加工件与支杆一一对应,且相距有一定距离,使得待加工件之间难以接触,另一方面含有磁粉的支杆能够对带有磁性的待加工件进行吸引,从而双重保障待加工件的安全性,实现了对待加工件镀镍过程
一种镀镍钕铁硼磁体去除镀镍层的方法.pdf
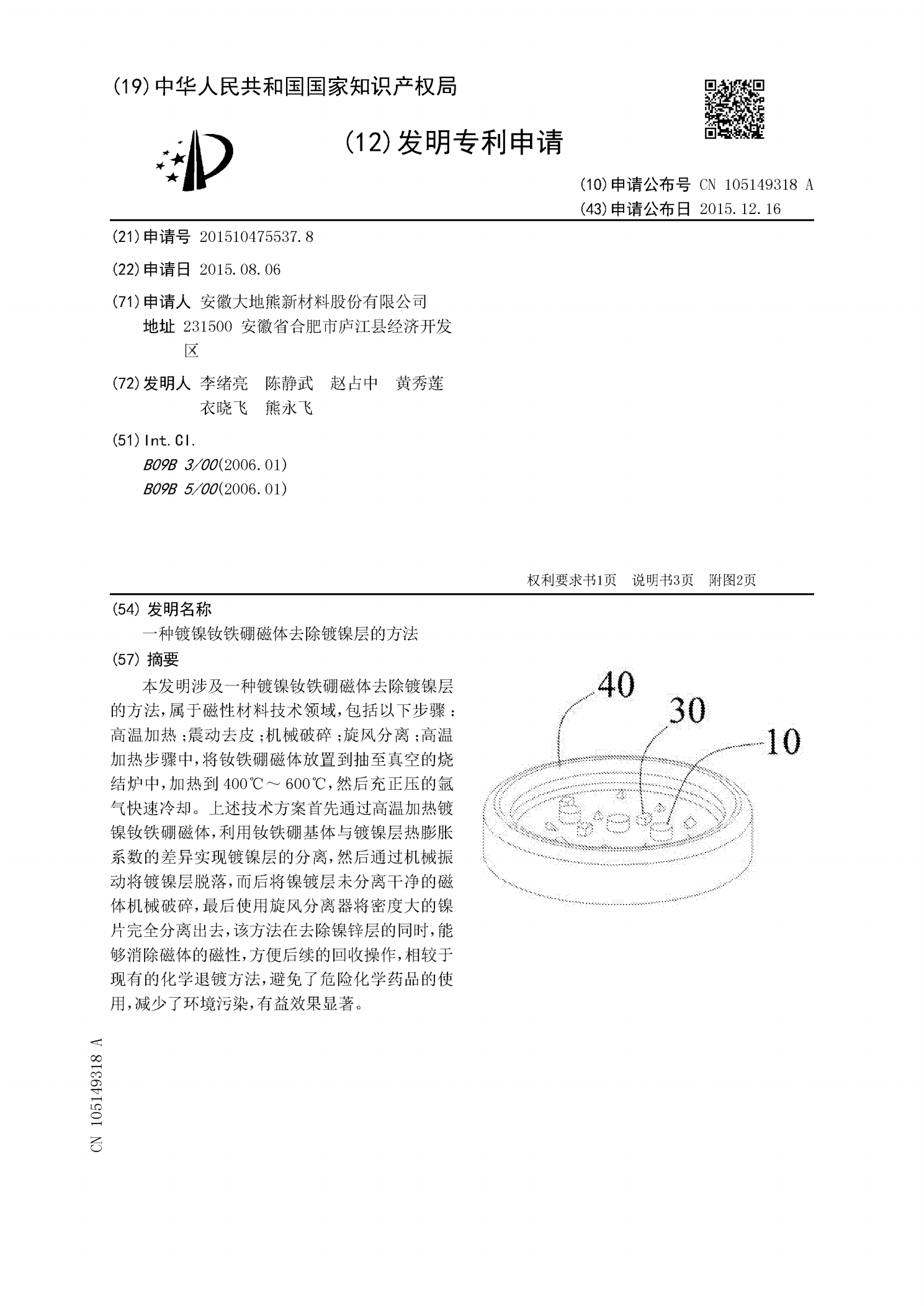
本发明涉及一种镀镍钕铁硼磁体去除镀镍层的方法,属于磁性材料技术领域,包括以下步骤:高温加热;震动去皮;机械破碎;旋风分离;高温加热步骤中,将钕铁硼磁体放置到抽至真空的烧结炉中,加热到400℃~600℃,然后充正压的氩气快速冷却。上述技术方案首先通过高温加热镀镍钕铁硼磁体,利用钕铁硼基体与镀镍层热膨胀系数的差异实现镀镍层的分离,然后通过机械振动将镀镍层脱落,而后将镍镀层未分离干净的磁体机械破碎,最后使用旋风分离器将密度大的镍片完全分离出去,该方法在去除镍锌层的同时,能够消除磁体的磁性,方便后续的回收操作,相

刷镀镍修补化学镀镍层工艺及性能研究.docx
刷镀镍修补化学镀镍层工艺及性能研究凭借着其良好的化学纯度和优异的腐蚀性能,镍是一种重要的金属,广泛用于电子、航空、船舶、装饰和家居等领域。然而,在使用过程中,镍表面可能会遭受到不同程度的腐蚀和磨损,从而导致颜色变化、表面粗糙度增加、受力能力下降等问题,给工业和美观带来了负面影响。因此,对镍表面的修补技术和工艺的不断研究具有重要意义。化学镀技术是当前较为先进的表面修补工艺之一,它是利用电化学原理在工件表面直接沉积一层金属或合金薄层,具有良好的成分均匀性、高附着力和高耐腐蚀性等优点。在镀镍修补工艺中,通常应用