
双液灌胶机说明书 (2).doc

kp****93


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双液灌胶机说明书 (2).doc
双液灌胶机使用说明书深圳天丰泰科技股份有限公司目录一.灌胶机概述………………………………………1二.主要技术参数及特点…………………………………1三.各部分按钮功能及参数介绍………………………2四.操作流程…………………………………………………2五.配比方式…………………………………………………3六、常见问题及解决方法………………………………4七.设备维护保养……………………………………4一.灌胶机概述1.灌胶机又称AB胶灌胶机,是专门对流体进行控制,并将液体点滴、涂覆、灌封于产品表面或产品内部的自动化机

双液灌胶机说明书.doc
双液灌胶机使用说明书深圳天丰泰科技股份有限公司目录一.灌胶机概述………………………………………1二.主要技术参数及特点…………………………………1三.各部分按钮功能及参数介绍………………………2四.操作流程…………………………………………………2五.配比方式…………………………………………………3六、常见问题及解决方法………………………………4七.设备维护保养……………………………………4一.灌胶机概述1.灌胶机又称AB胶灌胶机,是专门对流体进行控制,并将液体点滴、涂覆、灌封于产品表面或产品内部的自动化机

双液灌胶机新版说明书.doc
双液灌胶机使用说明书深圳天丰泰科技股份目录一.灌胶机概述………………………………………1二.关键技术参数及特点…………………………………1三.各部分按钮功效及参数介绍………………………2四.操作步骤…………………………………………………2五.配比方法…………………………………………………3六、常见问题及处理方法………………………………4七.设备维护保养……………………………………4一.灌胶机概述1.灌胶机又称AB胶灌胶机,是专门对流体进行控制,并将液体点滴、涂覆、灌封于产品表面或产品内部自动化机器。2.关
全自动双液双枪三轴灌胶机.pdf
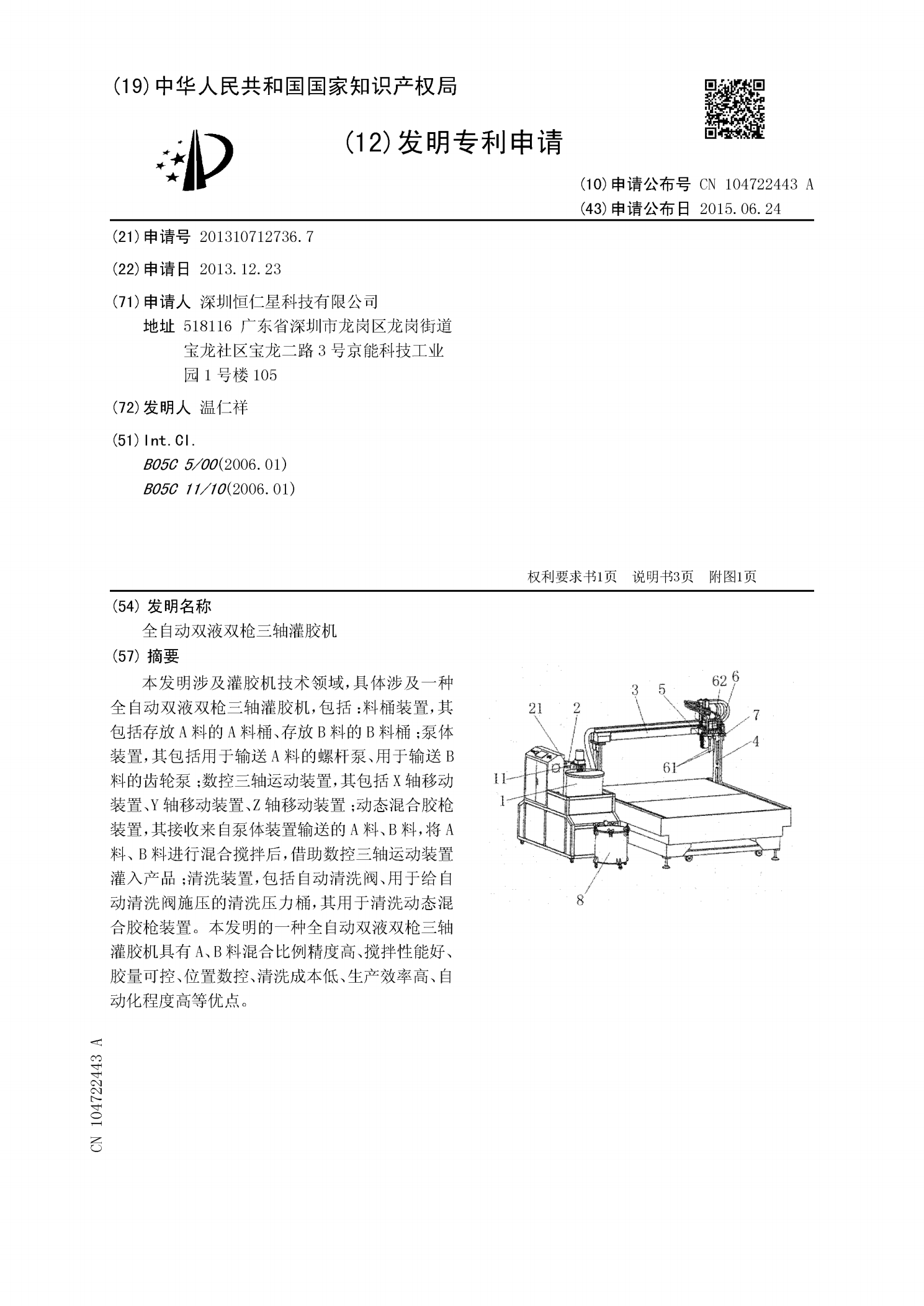
本发明涉及灌胶机技术领域,具体涉及一种全自动双液双枪三轴灌胶机,包括:料桶装置,其包括存放A料的A料桶、存放B料的B料桶;泵体装置,其包括用于输送A料的螺杆泵、用于输送B料的齿轮泵;数控三轴运动装置,其包括X轴移动装置、Y轴移动装置、Z轴移动装置;动态混合胶枪装置,其接收来自泵体装置输送的A料、B料,将A料、B料进行混合搅拌后,借助数控三轴运动装置灌入产品;清洗装置,包括自动清洗阀、用于给自动清洗阀施压的清洗压力桶,其用于清洗动态混合胶枪装置。本发明的一种全自动双液双枪三轴灌胶机具有A、B料混合比例精度高

AB双液灌胶机的选购注意事项.docx
AB双液灌胶机的选购注意事项AB双液灌胶机的选购注意事项一、AB双液灌胶机的定义AB双液灌胶机,顾名思义,与普通单组份灌胶机有着明显不同,是一种专门用于点双组份催化胶水的灌胶机。双组份胶水大家都知道,是一种需要把本胶和催化剂混合之后才会固化的胶水。AB双液灌胶机就是为这种胶水而开发出来的,AB双液灌胶机又被称为“AB灌胶机”、“双组份灌胶机”、“双液灌胶机”等。AB双液灌胶机有两个胶水料筒,其中A料桶用于装本胶,B料桶用于装催化剂,胶水是通过机器来实现自动混合的,由于胶水是分别装在AB两个料筒里面的,通过